Informazioni generali sulla tempra superficiale dell’acciaio
Per tempra superficiale si intende l’indurimento parziale di componenti metallici nello strato superficiale. La superficie è portata alla temperatura di austenitizzazione e quindi sottoposta a spegnimento. In linea di massima il cuore non è influenzato dalla procedura.
In questo modo nel pezzo si formano diversi strati con proprietà differenti – ossia il materiale di partenza plastico nel cuore e la superficie indurita notevolmente più resistente all’usura. Questa combinazione di proprietà è adatta per componenti soggetti a forti sollecitazioni meccaniche, come ad esempio ruote dentate e presse.
Nella tempra superficiale si ha un indurimento mediante austenitizzazione e successiva formazione di martensite, ovvero un cambiamento di struttura. Per contro, nella nitrurazione non ha luogo una trasformazione della struttura, bensì una modificazione chimica dello strato superficiale.
Dettagli tecnici
Solamente gli acciai da bonifica con tenore di carbonio pari ad almeno lo 0,45% sono adatti per la tempra superficiale, poiché in questo processo non viene apportato carbonio dall'esterno. In generale vale la regola per cui il tenore di carbonio degli acciai è determinante per la loro temprabilità. Questo può essere incrementata con la cementazione.
La temperatura corretta per la tempra superficiale dipende dal materiale. È 50 - 100 °C superiore alla temperatura di tempra individuale del relativo tipo di acciaio. Il riscaldamento avviene mediante induzione, raggio laser, fascio di elettroni o fiamma.
Per ridurre tensioni e fragilità, alla tempra possono essere fatti seguire una ricottura o un rinvenimento, durante i quali possono essere impostati i parametri individuali del pezzo.
Panoramica dei vantaggi
Con il trattamento di tempra superficiale gli acciai acquisiscono una serie di vantaggi interessanti:
- In generale la durevolezza e il limite di fatica aumentano in quanto il componente diviene maggiormente resistente all’usura.
- Le sollecitazioni da compressione interne e le distorsioni migliorano la resistenza alle vibrazioni della superficie dei componenti.
- La rigidità e il carico ammissibile delle superfici cementate aumentano grazie alla superficie più dura (ciò è importante, ad esempio, per le superfici di rotolamento delle ruote dentate)
- La successiva rettifica può garantire una maggior precisione e una migliore finitura superficiale.
Procedimento di tempra superficiale degli acciai
Processo di tempra superficiale senza modifica della composizione chimica
Tempra a induzione
Fondamentale per la tempra a induzione è il riscaldamento della superficie del pezzo mediante campi magnetici alternativi. L’indurimento avviene nel successivo processo di spegnimento. La tempra a induzione è adattissima per la produzione di massa di componenti, in quanto si presta molto bene all'automazione e consente produttività elevate.
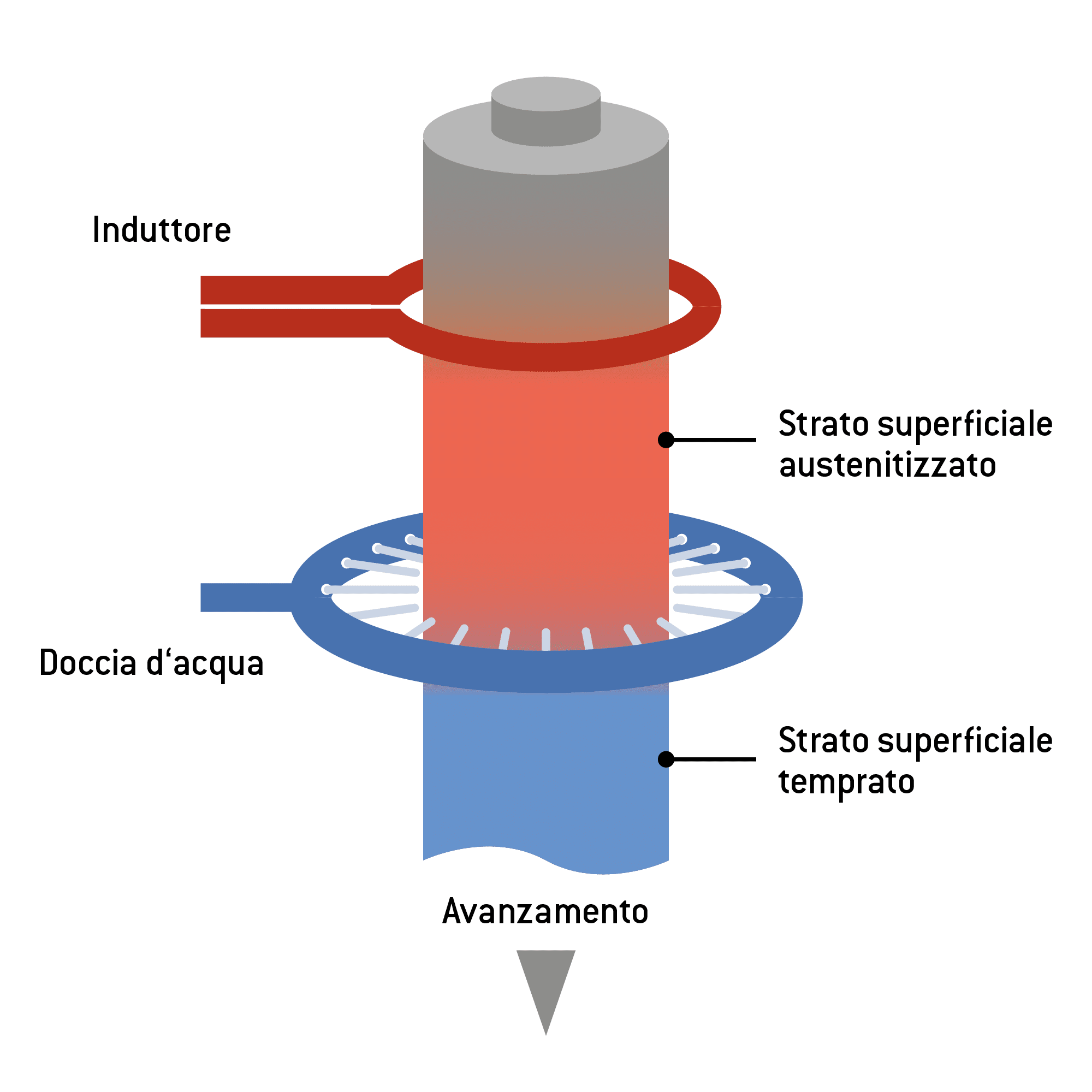
Processo: tempra a induzione
La tempra superficiale fa parte dei trattamenti standard offerti da Härtha. In questo ambito la nostra specializzazione è la tempra a induzione. Saremo lieti di fornirvi consulenza sui processi di tempra più adatti alle vostre esigenze.
Tempra a raggio laser e a fascio di elettroni
La tempra a fascio di elettroni e a raggio laser è adatta in particolare per pezzi di piccole dimensioni in cui devono essere raggiunte solamente profondità di tempra ridotte.
La superficie in acciaio può essere riscaldata in modo puntiforme o esteso, sia con raggi laser che con fasci di elettroni, fino a raggiungere la temperatura di austenitizzazione. Il riscaldamento con raggio laser o fascio di elettroni è molto veloce. Ciò favorisce lo spegnimento che, per effetto dell’inerzia termica, avviene quasi autonomamente.
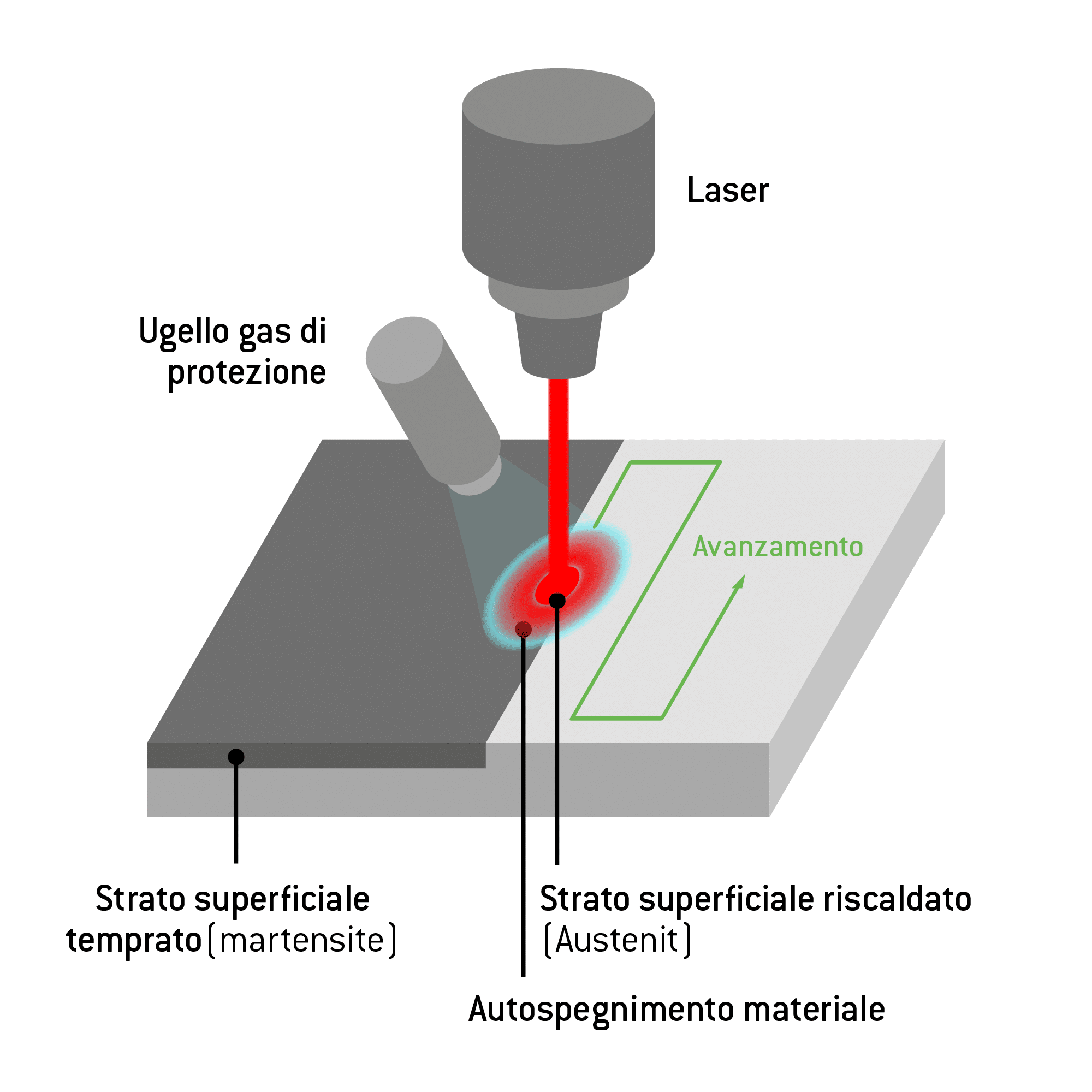
Didascalia: processo: tempra a raggio laser
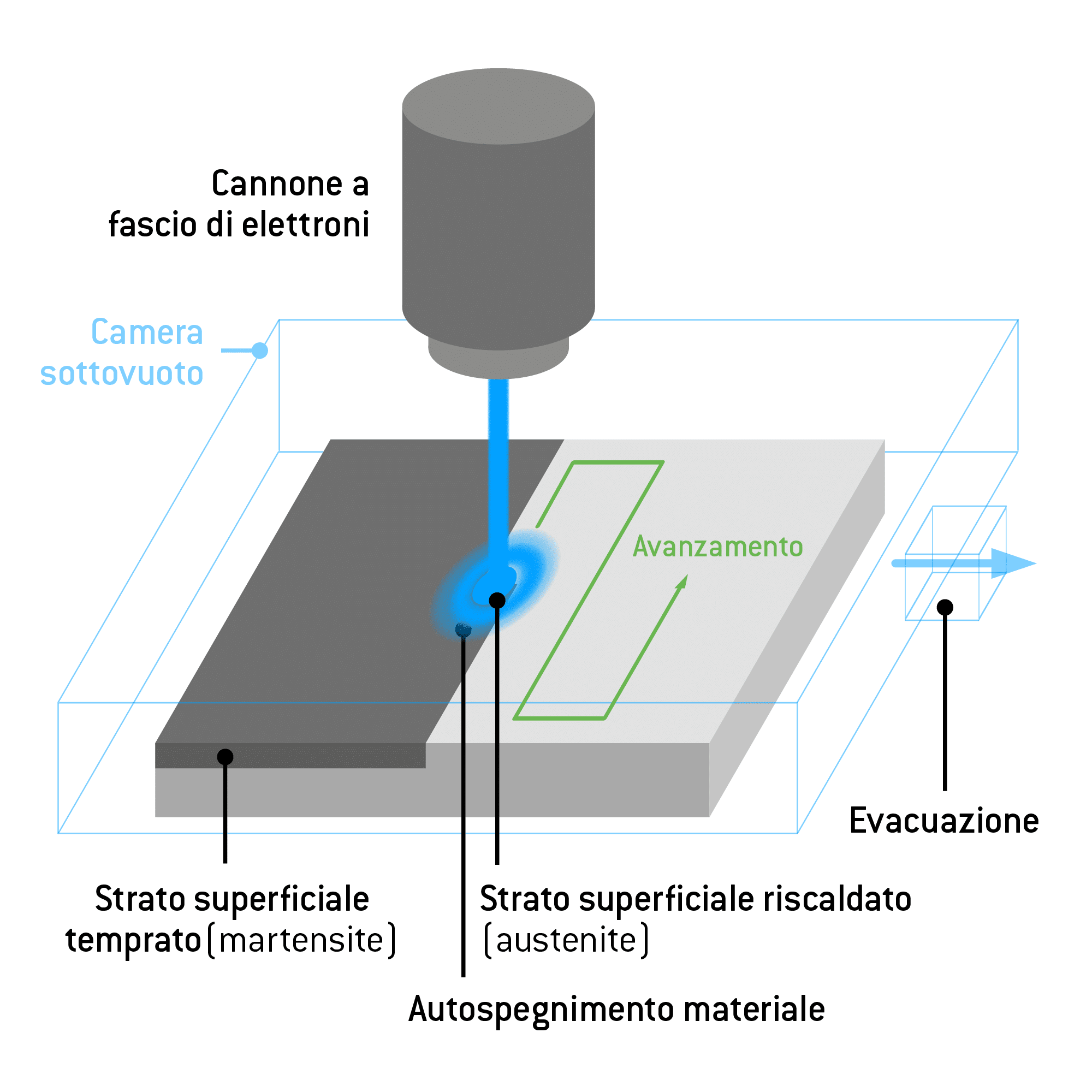
Didascalia: Processo: tempra a fascio di elettroni
Trattamento di diffusione termochimica con modifica della composizione chimica
Indurimento dello strato superficiale mediante cementazione con carbonio e successiva tempra e rinvenimento
Indurimento dello strato superficiale sotto apporto di azoto
Indurimento dello strato superficiale sotto apporto di carbonio e azoto e successiva tempra e rinvenimento
Indurimento dello strato superficiale in forno sottovuoto con idrocarburo