The process and its advantages
Normal annealing is intended to compensate negative effects to the microstructure caused, for example, by casting or welding. During rolling, normal annealing can even be carried out while the procedure is in progress. This is referred to as normalising rolling.
Normal annealing is generally a process with good reproducibility. It consists of three steps: heating, dwell time, and cooling.
The heating is carried out up to above the GSK line. During the process, the material approaches its hardness temperature between 800 °C and 920 °C. At this temperature, the larger ferrite grains are transformed into smaller austenitic grains.
Heating is followed by the dwell time, to achieve a uniform transformation of the microstructure. The dwell time depends on the size and shape of the component. It usually ranges between one and eight hours.
The workpiece is afterwards cooled in the air or in gas. During this phase, ferrite grains form again, but with a finer grain size. The objective of normal annealing has thus been achieved – a homogeneous microstructure.
In order to protect the material from decarburising and oxidising, normal annealing can be performed in a protective gas atmosphere.
INFO: Formula for calculating the dwell time
Dwell time (in minutes) = 60 + maximum workpiece diameter (in mm)
Changes in microstructure during normal annealing
The role of temperature
For energy-related reasons, steel microstructures are predisposed to form a single large grain. In the course of this, coarse grain formation takes place. High temperatures promote the necessary diffusion processes. This is why it is advisable to choose a normal annealing temperature that is not too high. To avoid coarse grain formation, it should generally not exceed the GSK line by more than 30 °C.
For supra-eutectoid steels, the process should produce a pearlite-cementite microstructure. To this end, temperatures just above the upper transformation point A1 are selected.
For sub-eutectoid steels with a carbon content of less than 0.8%, the objective of normal annealing is to create a ferritic-pearlitic microstructure. To achieve this, annealing temperatures between 30 °C and 50 °C above the upper transformation point A3 should be selected.
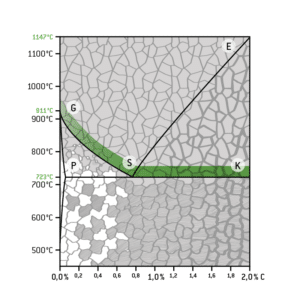
Temperature range during normal annealing
The advantages at a glance
Normal annealed workpieces benefit from the following advantages:
- Elimination of unwanted bainite or carbide components in the microstructure
- Formation of a fine-grained, homogeneous microstructure
- Enhanced mechanical properties
- Improved workability and machinability
Areas of application
To achieve grain refinement, normal annealing is often performed after steel processing procedures such as casting, forging, or welding. It is therefore suitable, for example, for forged parts, welded structures, and cast steel parts.
Suitable materials
The materials listed below are particularly suitable for normal annealing:
- Low-alloy steels
- Various copper alloys
- Aluminium and its alloys
- Titanium
Non-transforming steels, such as ferritic and austenitic stainless steels, are not suitable for normal annealing. These types of steel do not meet the basic prerequisite of a α-γ-α transformation.
Customer specifications for the heat treatment (normal annealing)
We are delighted that you wish to commission normal annealing from us. In order to quote you an offer as soon as possible, we require the following information in advance:
- Material number
- Other types of processing
Process locations
Refer to our interactive location overview to find out which Härtha sites offer normal annealing.