The process and its advantages
As a rule, only materials that can be hardened are suitable for quenching and tempering. The development of the desired martensite or bainite microstructure requires the carbon content to be at least 0.2%. Suitability for quenching and tempering is furthermore influenced by the grain size. Generally, the material used is heat-treatable steel with a carbon content between 0.35% and 0.6%. However, non-ferrous metals such as titanium alloys are also suitable for the process. Other steels are better suited for edge layer hardening.
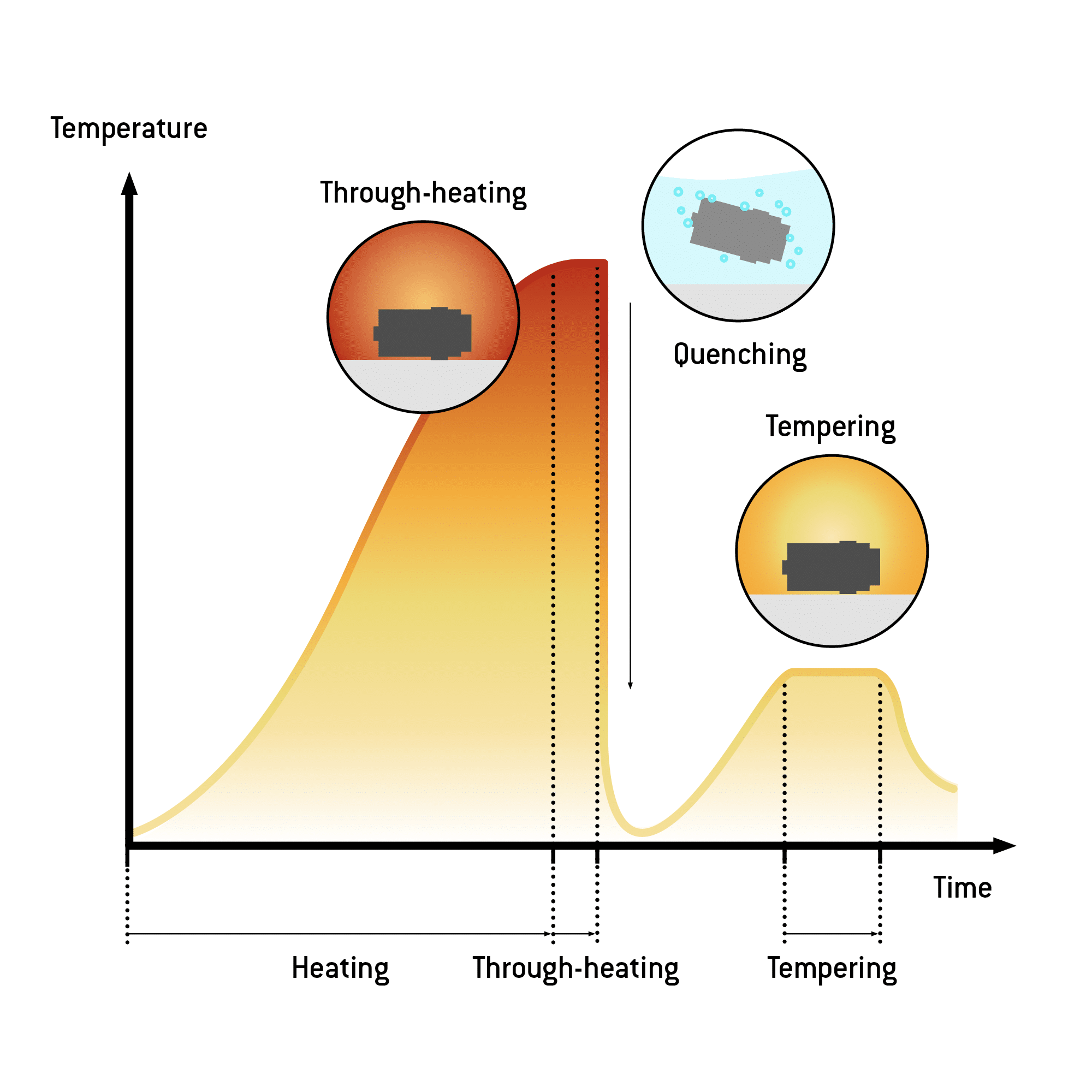
Quenching and tempering is performed in three steps: heating to the austenitising temperature/ hardening, quenching, and tempering..
INFO: What is the difference between hardening and quenching and tempering?
Hardening and quenching and tempering differ in their objectives and in the last step of the respective procedure. While hardening focuses on creating a wear-resistant surface, the process of quenching and tempering aims to achieve great strength/toughness.
This difference in properties is achieved by applying significantly higher tempering temperatures during quenching and tempering. The tempering temperature during hardening is between 200 °C and 400 °C, while it ranges between 550 °C and 700 °C during quenching and tempering.
Hardening
During hardening, the component is heated at a rate of over 4 K/min until the temperature reaches at least the austenitising temperature of the material. The appropriate rate of heating is essential because raising the temperature too quickly increases the risk of cracks and warping.
Quenching
Hardening is followed by the quenching process. During this step, the heater material is cooled down quickly in a suitable quenching medium. Commonly used media are water, air, and oil. The quenching medium, the temperature, and the speed determine the target microstructure of the material, and its properties.
The maximum rate of cooling using mineral oil is 150-200 °C/s. The speed can be three times as high during the cooling using water.
For sub-eutectoid steels, the quenching temperature range is 30 °C to 50 °C above the AC3 temperature specified in the iron-carbon chart. For hypereutectoid steels, the temperature prior to quenching should be just above the AC1 given in the iron-carbon chart.
The thickness of the component (s) determines the dwell time (tH) in the quenching medium. The following formula helps estimate the dwell time:

If the carbon is in a dissolved state in the austenite, then the austenitising temperature can be increased to dissolve the carbides completely. This leads to the formation of martensite and embrittlement, which can be treated by subsequent tempering. On the other hand, a temperature below the austenitising temperature may result in soft ferrite nuclei in the martensite. This occurrence is referred to as soft spot formation.
Tempering
Tempering is used to remove the so-called glass hardness after the quenching step. The process can take place in different tempering stages. The first one is best performed immediately after quenching. The tempering temperature during this step is approx. 150 °C.
The needle martensite or the tetragonal martensite microstructure resulting from the hardening process is now transformed into a cubic martensite microstructure, with the precipitation of fine to ultra-fine carbides. The volume of the material decreases, and the grain lattice relaxes.
This prevents dislocations from sliding at high loads, and crack formation resulting from this. The secondary hardness maximum resulting from balancing hardness and toughness is attained.
Additional tempering stages can be carried out at temperatures between 200 °C and 350 °C to increase the hardness of the workpiece even further. When applied to high-alloy steels, a tempering stage above 500 °C can convert the iron carbide to more stable special carbides.
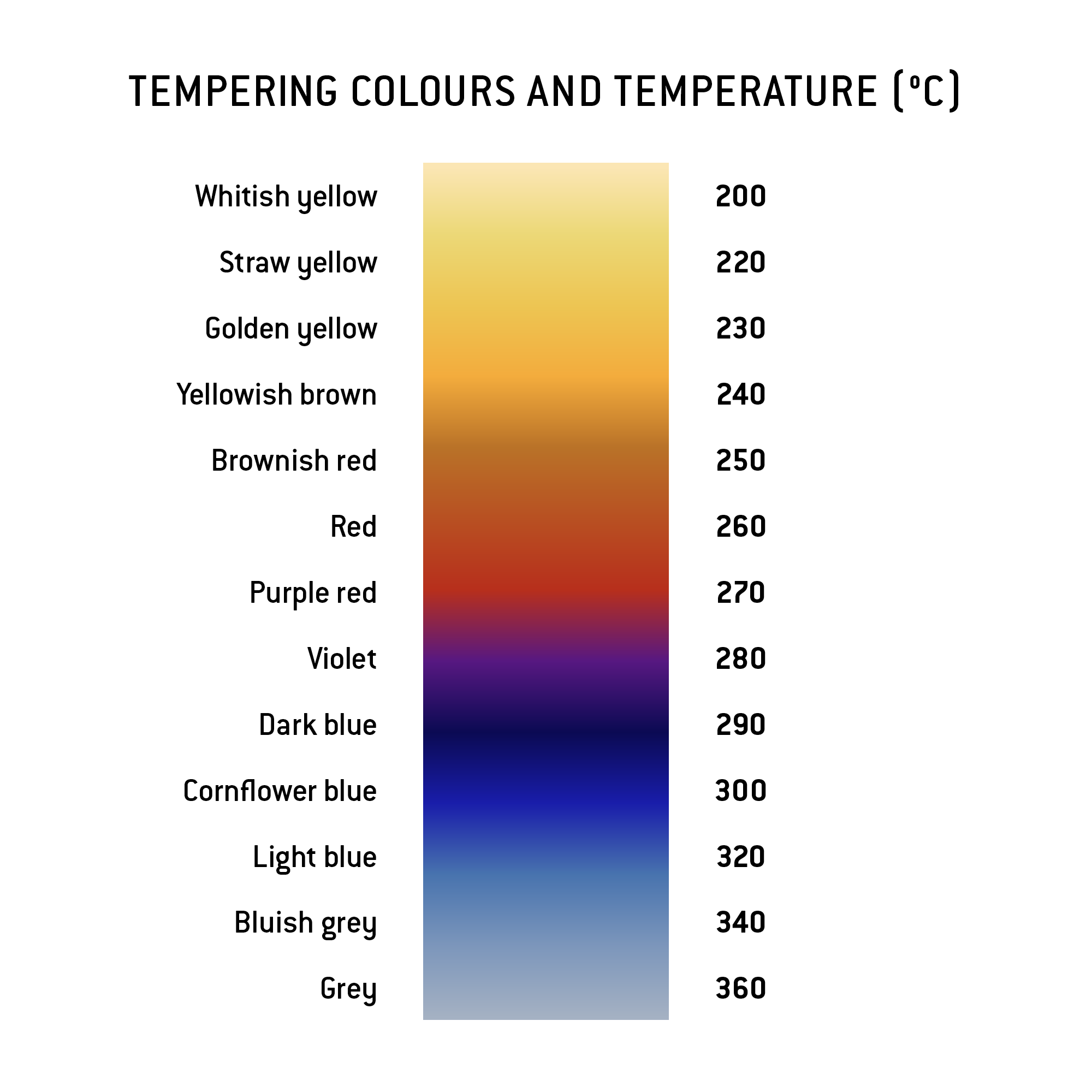
The diagram shows the material properties that can be achieved by tempering in the respective material.
The advantages at a glance
The quenching and tempering of materials offers the following essential advantages:
- Balance of high strength and high toughness
- High resistance to plastic deformation (thanks to high strength)
- Considerably lower risk of cracking and breakage (thanks to high toughness)
the process and its advantages
The objective of quenching and tempering is to achieve the best possible relationship between high strength and toughness. This is of particular importance for components that are subjected to particularly high loads and must possess the corresponding resistance. Examples include:
- Crankshafts
- Forged parts
- Machine parts
- Fixture parts
- Components for agricultural technology
Suitable materials
Certain alloying elements can increase the steel’s suitability for quenching and tempering, as well as its strength. One of the most widely used heat-treatable steels is 42CrMo4, a chromium-molybdenum alloy steel.
An overview of other suitable materials can be found in the material table.
Customer specifications for quenching and tempering
Would you like to commission quenching and tempering from us? We look forward to working with you and need the following information:
- Material designation
- Desired target hardness and properties
- Planned subsequent processing steps
Process locations
Quenching and tempering is standard good practice at Härtha. Refer to our location overview for more information.