Das Verfahren und seine Vorteile
Das Normalglühen soll negative Einflüsse, die beispielsweise durch Gießen oder Schweißen im Gefüge entstanden sind, ausgleichen. Beim Walzen kann das Normalglühen schon während des Verfahrens vorgenommen werden. Man spricht dann vom normalisierenden Walzen.
Grundsätzlich ist das Normalglühen ein gut reproduzierbarer Prozess. Es setzt sich aus drei Schritten zusammen: die Erwärmung, die Haltezeit und die Abkühlung.
Die Erwärmung wird bis oberhalb der GSK-Linie vorgenommen. Der Werkstoff erreicht dabei ungefähr seine Härtetemperatur zwischen 800 °C und 920 °C. Die größeren Ferritkörner wandeln sich nun in kleinere Austenitkörner um.
Nach der Erwärmung folgt die Haltezeit für eine gleichmäßige Gefügeumwandlung. Die Haltezeit ist abhängig von der Größe und Form des Bauteils. Sie beträgt in der Regel eine bis acht Stunden.
Im Anschluss wird das Werkstück an der Luft oder im Gas abgekühlt. In dieser Phase bilden sich wieder Ferritkörner, aber mit einer feineren Korngröße. Damit ist das Ziel des Normalglühens erreicht – ein homogenes Gefüge.
Um das Material vor Entkohlung und Oxidation zu schützen, bietet sich das Normalglühen unter Schutzgasatmosphäre an.
INFO: Formel zur Berechnung der Haltedauer
Haltedauer (in Minuten) = 60 + maximaler Werkstückdurchmesser (in mm)
Bildunterschrift: Gefügeänderung beim Normalglühen
Die Rolle der Temperatur
Aus energetischen Gründen neigen Stahlgefüge dazu, ein einziges großes Korn bilden zu wollen. Auf dem Weg dahin stellt sich die Grobkornbildung ein. Hohe Temperaturen begünstigen die dafür notwendigen Diffusionsprozesse. Deshalb darf die Temperatur beim Normalglühen nicht zu hoch gewählt werden. Sie sollte in der Regel maximal 30 °C über der GSK-Linie liegen, um eine Grobkornbildung zu vermeiden.
Bei übereutektoiden Stählen soll sich ein perlitisch-zementitisches Gefüge ausbilden. Dazu werden Temperaturen nahe über dem oberen Umwandlungspunkt A1 gewählt.
Bei untereutektoiden Stähle mit weniger als 0,8% Kohlenstoffanteil ist das Ziel des Normalglühens ein ferritisch-perlitisches Gefüge. Dafür sollten Glühtemperaturen von 30 °C bis 50 °C über dem oberen Umwandlungspunkt A3 gewählt werden.
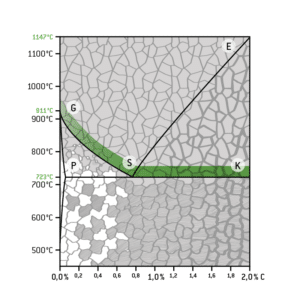
Bildunterschrift: Temperaturbereich beim Normalglühen
Vorteile auf einen Blick
Normalgeglühte Werkstücke profitieren von folgenden Vorteilen:
- Beseitigung unerwünschter Bainit- oder Karbidanteile im Gefüge
- Bildung eines feinkörnigen und homogenen Gefüges
- Bessere mechanische Eigenschaften
- Bessere Bearbeitbarkeit und Zerspanbarkeit
Anwendungsbereiche
Das Normalglühen wird oft im Anschluss an Stahlverarbeitungsprozesse wie das Gießen, Schmieden oder Schweißen angeschlossen, um eine Kornfeinung zu erreichen. Es eignet sich also beispielsweise für Schmiedeteile, Schweißkonstruktionen und Stahlgussstücke.
Geeignete Werkstoffe
Zum Normalglühen eignen sich insbesondere folgende Werkstoffe:
- Niedrig legierte Stähle
- Verschiedene Kupferlegierungen
- Aluminium und seine Legierungen
- Titan
Umwandlungsfreie Stähle, wie zum Beispiel ferritische und austenitische rostfreie Stähle, eignen sich nicht zum Normalglühen. Hier fehlt als Grundvoraussetzung die Möglichkeit zur α-γ-α-Umwandlung.
Kundenangaben zur Wärmebehandlung (Normalglühen)
Wir freuen uns, dass Sie bei uns Normalglühen beauftragen wollen. Um Ihnen schnellstmöglich ein Angebot zu unterbreiten, benötigen wir vorab folgende Informationen:
- Werkstoffnummer
- Weitere Bearbeitungen
Verfahrensstandorte
Unsere Standortübersicht zeigt Ihnen, wo Sie bei Härtha Normalglühen lassen können.