Il processo e i suoi vantaggi
Lo scopo della ricottura di lavorabilità è quello di ottenere una migliore deformabilità del pezzo . Occorre quindi trasformare le originarie lamelle di cementite presenti nella struttura del materiale in cementite sferica. Le singole sfere presenti facilitano la dislocazione nella struttura e conseguentemente la deformabilità mediante lavorazioni, come piegatura o laminazione. Migliora anche la truciolabilità mentre, per contro, la durezza diminuisce.
Se prima della ricottura di lavorabilità è stata eseguita una tempra, nel pezzo è già presente una struttura martensitica relativamente omogenea. Dato questo presupposto, nella ricottura di lavorabilità può formarsi cementite sferica fine dalla distribuzione particolarmente uniforme.
Durante la ricottura di lavorabilità, per proteggere il materiale dalla decarburazione e dall'ossidazione si usa un forno a gas inerte o sottovuoto.
L’intero processo può durare moltissime ore. In certi casi possono essere necessari tempi di mantenimento fino a 100 ore, a seconda delle caratteristiche del pezzo e della temperatura di ricottura.
La giusta temperatura
La temperatura corretta per la ricottura di lavorabilità dipende dal materiale. Per le leghe d'acciaio normalmente è di 650 °C - 800 °C, per le leghe di rame di 300 °C - 600 °C e per le leghe di ottone di 425 °C - 650 °C.
Gli acciai ipereutettoidici possono essere sottoposti a ricottura di lavorabilità a temperatura oscillante poco al di sopra o sulla linea PSK. Per contro nella ricottura di lavorabilità gli acciai ipoeutettoidici vengono riscaldati fino a poco al di sotto della linea PSK. L’importante è che la cementite a striscioline non si decomponga. Solo così può trasformarsi per diffusione nella cementite sferica desiderata.
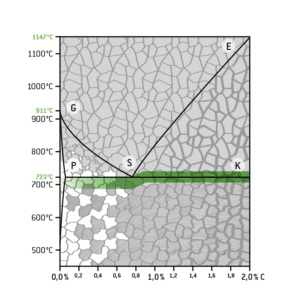
Didascalia: Intervallo di temperatura nella ricottura di lavorabilità
Panoramica dei vantaggi
La ricottura di lavorabilità comporta una serie di vantaggi per il pezzo. I principali sono:
- Struttura relativamente omogenea a base di cementite sferica
- Dislocazione facilitata nella struttura
- Buona deformabilità a freddo
- Migliore truciolabilità
- Maggiori durate utili degli utensili di truciolatura
Campi d’impiego e materiali idonei
Di norma gli acciai ad alto contenuto di carbonio e gli acciai da utensili vengono sottoposti a ricottura di lavorabilità per migliorarne la lavorabilità. Inoltre la ricottura di lavorabilità è usata per le leghe di ottone e rame, per annullare le conseguenze di una precedente deformazione a freddo.
A seconda della lega, nella ricottura di lavorabilità si possono raggiungere diversi gradi di durezza. I materiali tipicamente trattati mediante ricottura di lavorabilità sono ad esempio:
- Acciaio 170-300 HB
- Rame 40-70 HV
- Ottone 50-100 HV
Controindicazioni
Se la concentrazione di carbonio degli acciai ipoeutettoidici è inferiore allo 0,3 % solitamente non vale la pena eseguire una ricottura di lavorabilità, in quanto questi sono già relativamente teneri e facilmente deformabili. Per gli acciai con una concentrazione di carbonio inferiore allo 0,8 % si ha la tendenza alla formazione di tagliente di riporto.
Gli acciai inossidabili con un tenore di tantalio o niobio o una concentrazione di carbonio inferiore allo 0,04% perderebbero la loro resistenza alla ruggine a partire da 400 °C. Per questo non devono essere trattati mediante ricottura di lavorabilità.
La ricottura di lavorabilità non deve essere eseguita nemmeno prima della tempra a induzione.
Sedi dei processi
Nella nostra mappa delle sedi interattiva potete vedere gli stabilimenti Härtha che offrono la ricottura di lavorabilità.