Il processo e i suoi vantaggi
La nitrurazione al plasma è un trattamento termico in cui lo strato superficiale di un materiale è trasformato chimicamente. Nel corso del processo l’azoto penetra nel materiale formando nitruri. La nitrurazione al plasma e la nitrocarburazione al plasma forniscono risultati riproducibili in modo affidabile e sono superiori agli altri processi di nitrurazione soprattutto sotto il profilo ecologico ed energetico. Evitano l’uso di gas tossici e il consumo di energia è notevolmente ridotto.
Ciò anche grazie al fatto che questo processo di indurimento è eseguito a basse temperature, comprese tra 350 e 600°C. Anche la deformazione dei pezzi è ridotta al minimo, il che permette di eliminare dispendiose rilavorazioni e quindi di ottenere ulteriori risparmi di costi.
La nitrurazione al plasma migliora inoltre notevolmente tutta una serie di proprietà dei pezzi, come durata, protezione dalla corrosione nonché limite di fatica e resistenza all’usura. È possibile eseguire senza problemi anche trattamenti parziali. Il processo è adatto anche per successivi rivestimenti PVD/CVD con proprietà di durezza customizzate poiché, se necessario, può formare uno strato di diffusione senza strato di collegamento sulla superficie del materiale.
Il processo è chiamato anche nitrurazione ionica, nitrurazione al plasma a impulsi, nitrurazione a freddo o tempra al plasma.

INFORMAZIONI: HLX-1 – Processo per protezione superficiale specifica
Con HLX-1 si intende un processo di diffusione che tratta in maniera specifica le superfici di componenti e utensili. L’HLX-1 genera uno strato protettivo perfettamente adatto per superfici strutturate e lucidate. Inoltre la deformazione è estremamente scarsa.
Panoramica dei vantaggi della nitrurazione al plasma
- Protezione da usura e corrosione migliorate
- Elevata resistenza alle vibrazioni
- Rispetto alla nitrurazione in bagno di sale e alla nitrurazione gassosa strati meno fragili e porosi
- Possibilità di adeguare la struttura degli strati
- La minor deformazione dovuta alle temperature di processo più basse consente di risparmiare rilavorazioni dei componenti
- È possibile l’indurimento parziale mediante applicazione di una pasta protettiva o meccanicamente
- Niente successiva pulizia, poiché i componenti sono puliti definitivamente e la loro superficie è attivata nel plasma
- Tempi di trattamento brevi rispetto alla nitrurazione gassosa
- Possono essere trattati con buoni risultati sia gli acciai legati che l’acciaio inox
Il principio fisico
La nitrurazione al plasma si esegue sotto vuoto applicando un campo elettrico. I pezzi fungono da catodo e le pareti del forno da anodo. La miscela di gas apportata è ionizzata dal campo elettrico e circonda i pezzi. Si formano nitruri ricchi di azoto che si decompongono e vanno ad arricchire la superficie con azoto.
La superficie è attivata e i pezzi vengono riscaldati. Sugli acciai come l’acciaio inox gli strati passivi si staccano. In generale la superficie è finemente pulita in quanto il processo emette atomi estranei.
La temperatura di trattamento dipende dal tipo di materiale e dalla profondità di nitrurazione desiderata. Il successivo tempo di mantenimento varia tra 12 e 50 ore. Per compensare la pressione, una volta avvenuto il trattamento il forno è inondato di gas. I pezzi si raffreddano.
Campi di impiego
La nitrurazione al plasma è uno dei processi di nitrurazione più flessibili ed efficaci. In linea di massima è adatto per tutti i materiali ferrosi, ai quali il trattamento riserva vantaggi differenti.
- Acciaio da costruzione: maggior protezione da usura e corrosione
- Materiali sinterizzati: le proprietà di scorrimento e protezione dall'usura vengono migliorate nonostante la porosità
- Acciai legati (con elevato tenore di cromo e alluminio): migliora i componenti soggetti a sollecitazioni particolari.
- Acciaio inox: protezione dall’usura mediante processi standard con massima durezza e profondità di nitrurazione. In alternativa per ottenere una buona protezione dalla corrosione abbinata a durezza superficiale elevata si utilizzano processi a bassa temperatura e lunga durata
Componenti tipici
- Alberi di trasmissione, alberi a gomiti e a camme
- Punteria
- Componenti di valvole
- Coclee di estrusori
- Stampi per pressofusione
- Stampi per fucinatura
- Utensili per deformazione a freddo
- Ugelli di iniezione
- Stampi per trasferimento di plastiche
- Alberi lunghi
- Assi
- Giunti e parti di motori
Lo strato di nitrurazione e le sue proprietà
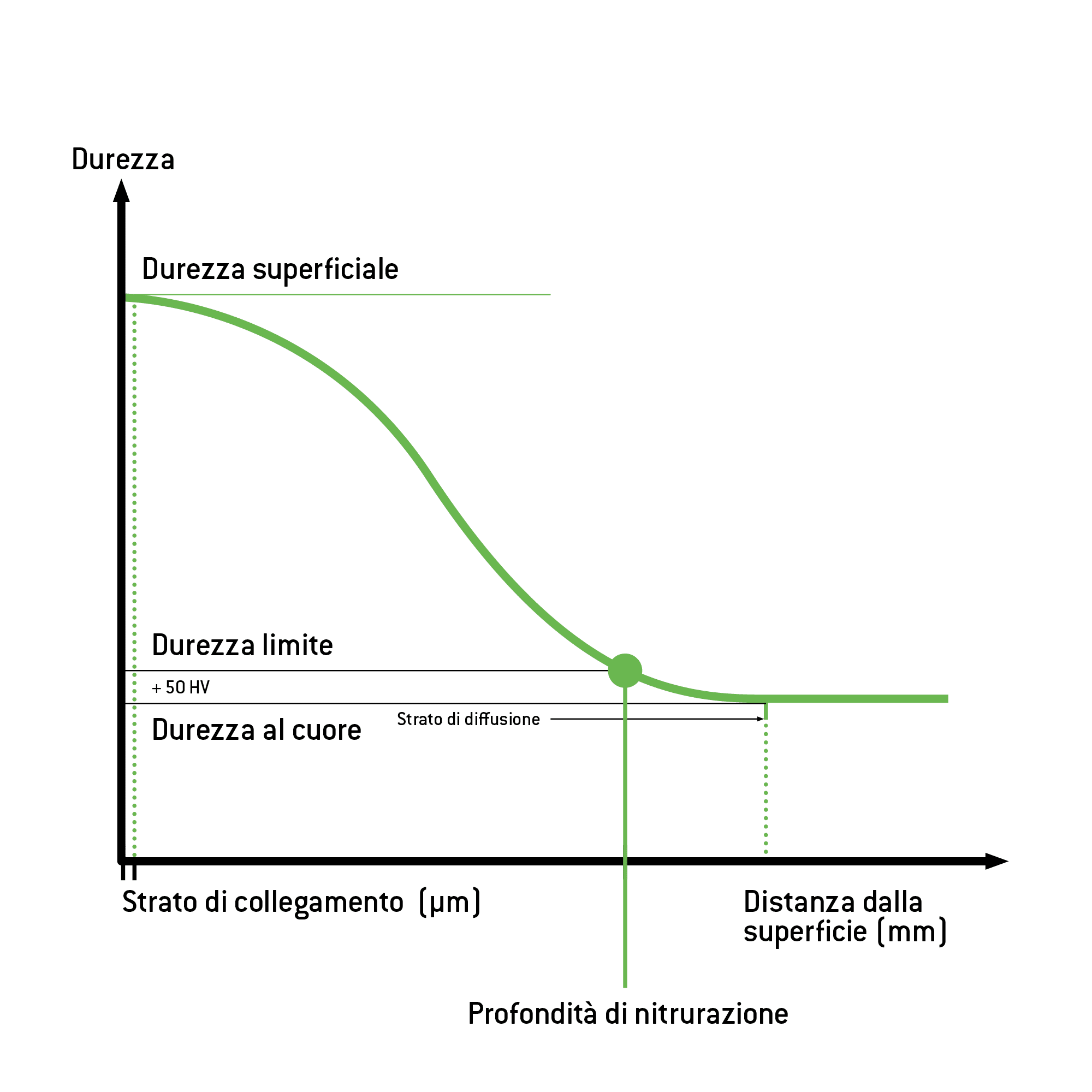
Lo strato di nitrurazione consiste in superficie nello strato di collegamento. È composto da nitruri di ferro e, diversamente da quanto accade nella nitrurazione gassosa, è più compatto e meno poroso. Segue la zona di diffusione, che è composta dal materiale e dai nitruri escreti.
Se si usa acciaio da nitrurazione o acciaio altolegato con molti elementi nitrurogeni aumenta proporzionalmente anche la durezza superficiale ottenibile (fino a 800–1200 HV rispetto a 250-300 HV per l’acciaio non legato e 600-700HV per quello bassolegato). La distanza dalla superficie con durezza a cuore di +50 HV funge da grandezza caratteristica della profondità di nitrurazione (NHD). Questa può arrivare a 0,6 mm per gli acciai non legati e bassolegati e fino a 0,15 mm per gli acciai altolegati e l’acciaio inox. I fattori influenti sono l'acciaio utilizzato nonché la durata e la temperatura del trattamento.
Vi sono varianti e ampliamenti della nitrurazione al plasma, il cui uso è raccomandato a seconda dei requisiti:
- Nitrocarburazione al plasma: per strati di collegamenti particolarmente spessi
- Post-ossidazione: aumenta ulteriormente la resistenza alla corrosione per i materiali bassolegati e mediolegati
Acciai nitrurizzabili e risultati del trattamento dopo la nitrurazione al plasma
I seguenti risultati mostrano l’effetto della nitrurazione al plasma su materiali di uso comune. Sono stati usati trattamenti con durata standard e lunga durata. La profondità di nitrurazione e lo spessore dello strato di collegamento possono essere controllati, in più o in meno, mediante trattamenti speciali.