Il processo e i suoi vantaggi
Nella carbonitrurazione il componente in acciaio viene riscaldato in una miscela di gas con lo 0,5% - 0,8% di carbonio e lo 0,2% - 0,4% di azoto. In questo modo il carbonio e l’azoto si diffondono nella superficie dell’acciaio. Successivamente si procede allo spegnimento in acqua, olio o bagno di sali fusi. Al termine del processo, fa seguito il rinvenimento tra 160 °C e 300 °C, che serve a ridurre la fragilità.
Rispetto alla cementazione, nella carbonitrurazione sono sufficienti temperature inferiori, comprese tra 820 °C e 900 °C. Inoltre di norma il processo è più breve. Si tratta di premesse ottimali per una deformazione ridotta. In aggiunta l’azoto riduce la velocità di raffreddamento critica per la formazione di martensite, con conseguente miglior temprabilità.
La profondità di indurimento mediante tempra dipende dalla temprabilità generale del tipo di acciaio, dalla geometria del componente, dallo strato di carbonitrurazione, dalla temperatura di tempra e dalla velocità di raffreddamento. Per la carbonitrurazione la profondità di tempra massima è di 1,0 mm.
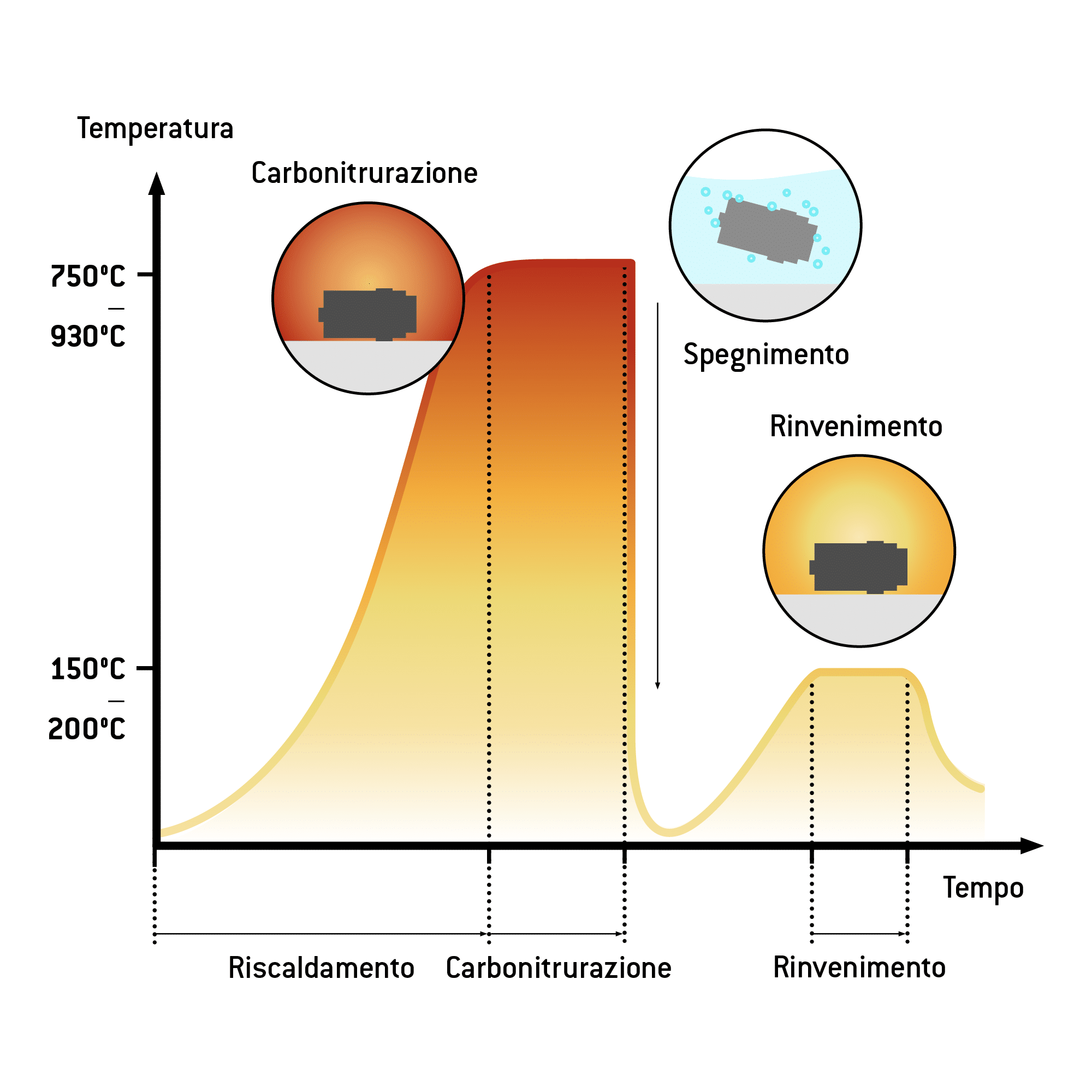 Didascalia: Svolgimento del processo di carbonitrurazione
Didascalia: Svolgimento del processo di carbonitrurazione
Classificazione del trattamento termico carbonitrurazione
Nonostante la denominazione, la carbonitrurazione non è un processo di nitrurazione. La carbonitrurazione rientra invece nei procedimenti di tempra. Ciò dipende dalla scarsa quantità di azoto assorbita nella struttura. In questo modo durante il riscaldamento non si forma alcuno strato di collegamento. Lo strato superficiale duro si forma invece nel processo di spegnimento.
Panoramica dei vantaggi
La carbonitrurazione offre molti vantaggi per i componenti trattati:
- La temprabilità degli acciai legati e non legati aumenta grazie all'arricchimento con azoto e carbonio.
- Lo strato superficiale diviene più duro e maggiormente resistente all’usura rispetto alla cementazione e tempra.
- Minor deformazione grazie alle temperature più basse rispetto alla cementazione e tempra.
- Niente cricche grazie a mezzi di spegnimento più delicati.
- Proprietà di emergenza migliorate e miglior resistenza all’usura da attrito.
- Maggior resistenza al rinvenimento grazie all’azoto diffuso nello strato superficiale.
- Ideale per la fabbricazione in serie di componenti di piccole dimensioni, che richiedono un ambiente pulito.
il processo e i suoi vantaggi
La carbonitrurazione viene utilizzata per aumentare il limite di fatica e la resistenza all'usura di diversi tipi di acciaio. Il processo è particolarmente interessante per i componenti per cui si debba raggiungere una profondità di cementazione compresa tra 0,1 mm e 1,00 mm. È molto adatto per la produzione di massa e per pezzi di picole dimensioni.
I componenti tipici che vengono carbonitrurati sono, ad esempio, pistoni, rulli, alberi, ruote dentate e leve per diversi tipi di azionamenti.
Materiali idonei
Per la carbonitrurazione sono idonei esclusivamente acciai con un tenore massimo di carbonio dello 0,25%. Sono soprattutto acciai da cementazione non legati e bassolegati, ma anche acciai sinterizzati, da costruzione e automatici.
Nella nostra tabella dei materiali è possibile vedere un estratto dei materiali adatti.
Indicazioni del cliente sul trattamento termico
Volete commissionarci una carbonitrurazione? Per la commissione ci servono le seguenti indicazioni:
- Tipi di materiali
- Profondità di cementazione desiderata
- Durezza superficiale finale
- Se necessario, prescrizione relativa all’isolamento
Innanzitutto vi faremo sapere se i valori di durezza desiderati possono essere realizzati con i materiali da voi specificati. Quindi riceverete il nostro modulo di commissione con tutte le indicazioni necessarie.
Sedi dei processi
Nella nostra mappa delle sedi potete vedere dove Härtha offre la carbonitrurazione.