The process and its advantages
For case hardening, carburising is of key importance, i.e. the enrichment of the component’s edge layer with carbon. A high-carbon environment is essential for this process. During carburising, the carbon content at the edge continues to drop relative to the core.

Structure and functional principle of case hardening in a gaseous atmosphere
Learn more detail about the individual process steps from carburising to tempering:
Carburising
The prerequisite for carburising is a suitable medium capable of diffusing carbon into the component. This medium can be solid, liquid, or gaseous – such as carburising powder, a salt melt, or a mixture of gas containing methane.
Case-hardened steels are particularly well suited for carburising. The component in its austenitic state is heated to temperatures between 880 °C and 950 °C. At temperatures above 950 °C, the process is referred to as high-temperature carburising.

This process primarily involves the enrichment of the component’s edge layer with carbon, which further diffuses towards the core as the process proceeds. However, the core usually retains its original carbon content as per the carbon content of the steel grade used. The standard carburising depth varies between 0.1 and 2.5 mm.
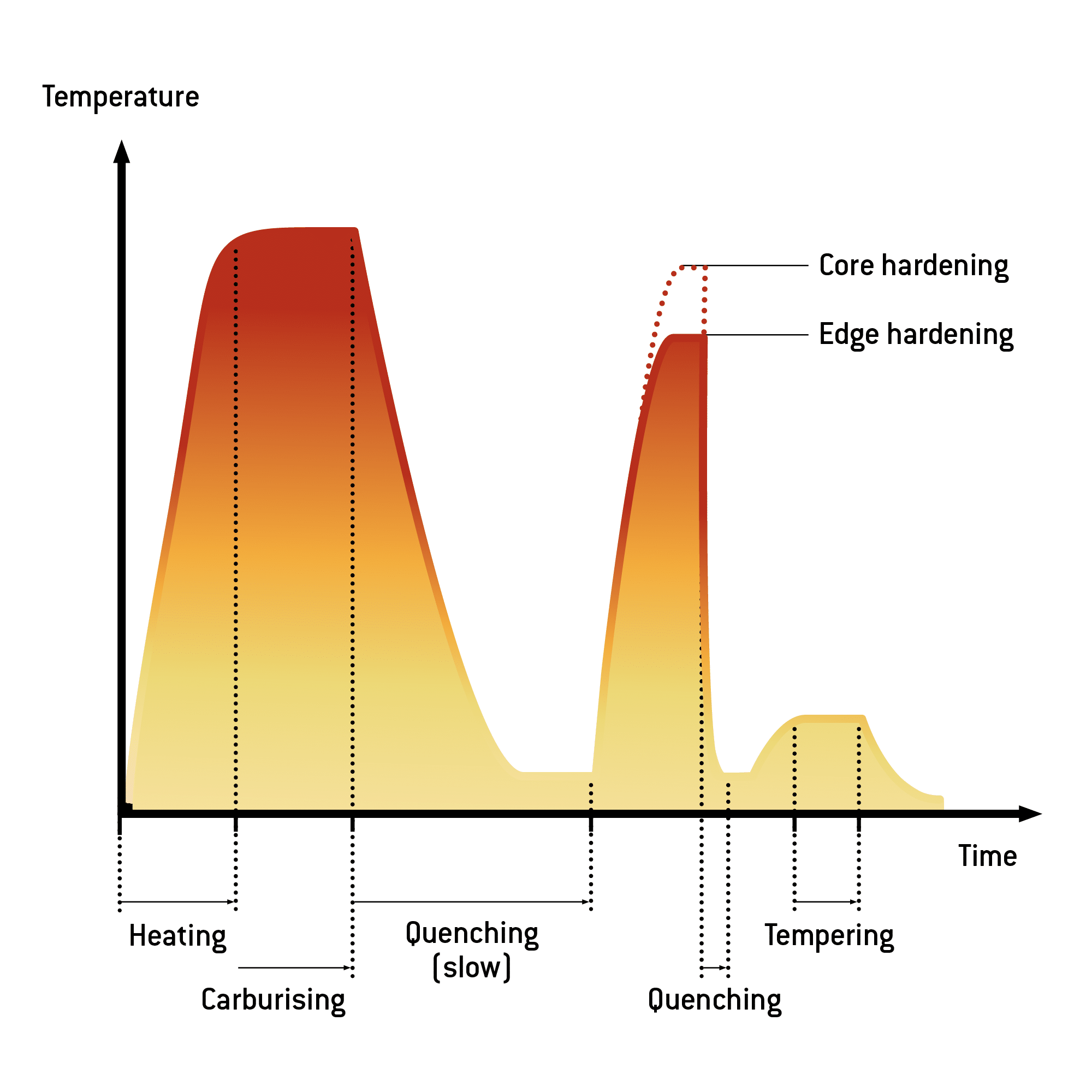
Steps of the case-hardening process
Hardening
Carburising can be followed by a slow quenching of the component, with subsequent hardening . Another alternative is direct hardening. During this process, the temperature of the workpiece after carburising is lowered to the hardening temperature for the edge layer, and rapidly quenched afterwards.
The objective behind case hardening is to create a surface of great strength and hardness. However, it is intended that retains its toughness. The target hardness of the edge layer depends primarily on the amount of carbon that can be enriched. This in turn depends on the basic hardenability of the selected grade of steel.
However, the quenching medium plays an important role as well. Suitable mediums include a salt melt, water, and oil, as well as helium and nitrogen. The next step in the process is tempering.
Tempering
Tempering is the final step in the entire process. This step is required for relieving the stresses produced in the edge layer during carburising and hardening. This step increases ductility. The tempering temperatures used during case hardening generally range between 160 °C and 400 °C.
The advantages at a glance
Case hardening is beneficial to the treated workpiece in a variety of ways. The most essential benefits are:
- A hard edge layer resistant to wear combined with a core of great toughness can be ensured.
- Specific properties such as individual hardness depth can be adjusted flexibly.
- Bending fatigue resistance and fatigue strength are increased.
- The use of a masking compound allows easy partial hardening of selected areas.

Alternative methods
Apart from case hardening, there are other suitable alternative hardening processes, depending on the intended application or the material.
These include inductive hardening, which is a particularly good choice for hardening single parts. In contrast, case hardening makes it possible to treat many components simultaneously.
Another option is carbonitriding, a variation of case hardening. This process uses nitrogen in addition to carbon in order to harden the edge layer.
Areas of application
Case hardening makes it possible to combine reliable bending fatigue resistance and a high degree of wear resistance with great fatigue strength. These characteristics make case hardening ideal for workpieces that are subjected to great dynamic stresses and that interact significantly with other parts. This is the case, for instance, with gear wheels or other components used in engines.
Suitable materials
Because the objective of case hardening is to increase the carbon concentration in the edge layer of the workpiece, steels with a relatively low carbon content and that interact significantly with other parts are particularly suitable. This applies especially to non-alloy or low-alloy steels with a carbon content less than 0.25%, and to high-quality construction steels and case-hardened steels with a low carbon content.
An extract of typical materials for case hardening can be found below in the material table.
Frequently asked questions
What depths can be attained with case hardening?
The typical hardness depths achieved with case hardening vary between approx. 0.1 mm and 2.5 mm.
How long does case hardening take?
The duration of the individual case-hardening processes, i.e. carburising, quenching, and tempering, may vary depending on the type of material and the desired case hardening depth. The carbon diffusion alone during carburising takes several hours. Ask us about the specific conditions for your particular application.
Customer specifications for the heat treatment
Would you like us to case-harden your material? For this the information required includes:
- Material designation
- Desired case hardening depth (CHD)
- Desired edge hardness
- If applicable, a workpiece drawing identifying the location not intended to be hardened
You will find all necessary information in the ordering document, which our customer service will be happy to provide.
Process locations
You will find our process locations here.