The process and its advantages
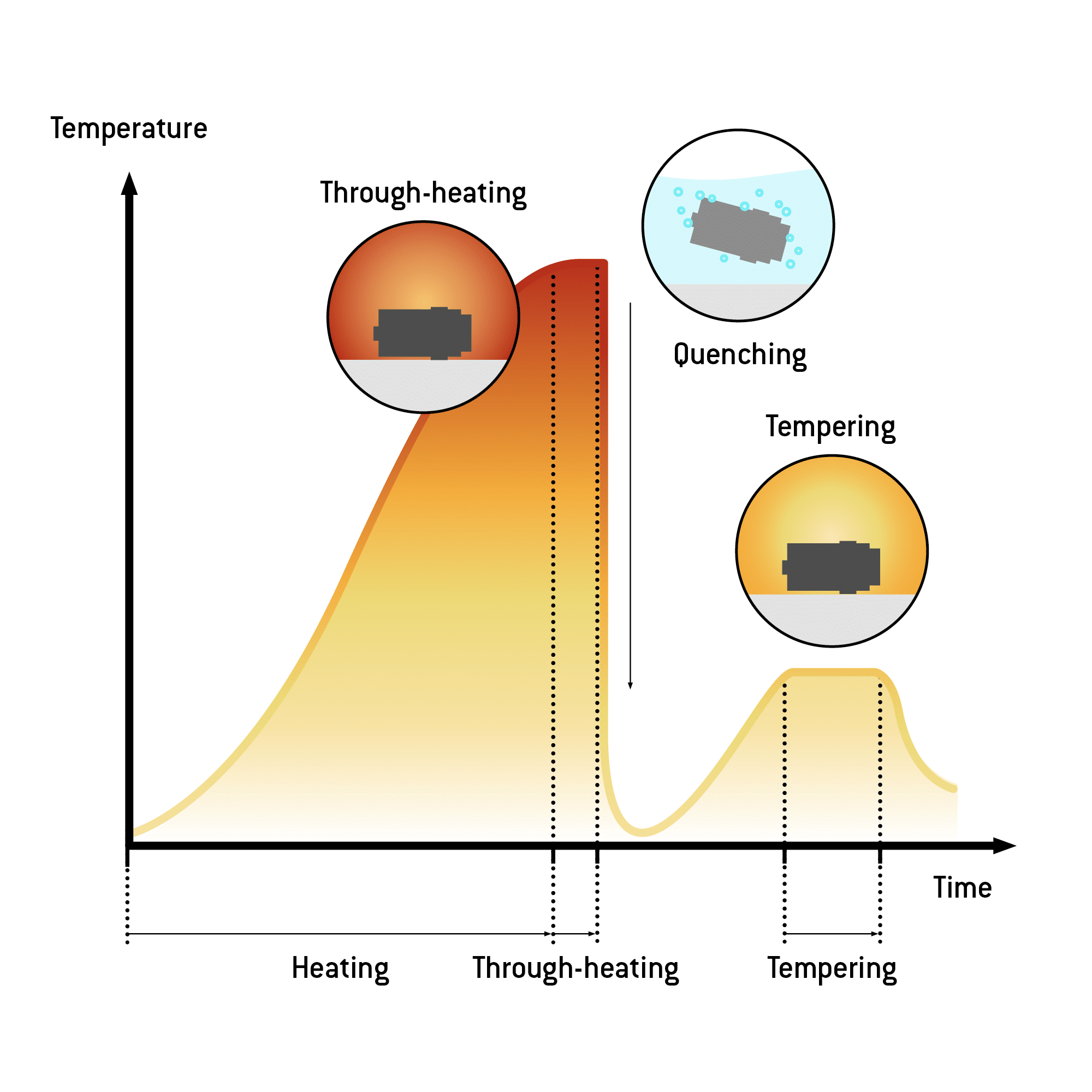
During tempering, steel is heated at low temperature in an effort to deliberately balance properties like hardness and toughness. Tempering is usually intended to relieve stresses built up by the previous hardening of the material. For this purpose, the metal is heated to a temperature below the pearlite point (723°C). The greater the tempering temperature, the softer the steel and the greater the toughness.
Hardness vs. toughness
Tempering is used to balance the hardness and the toughness of a material. Greater toughness results in lower hardness, and vice versa. The individual ratio is defined for each specific application.
The role of the tempering temperature
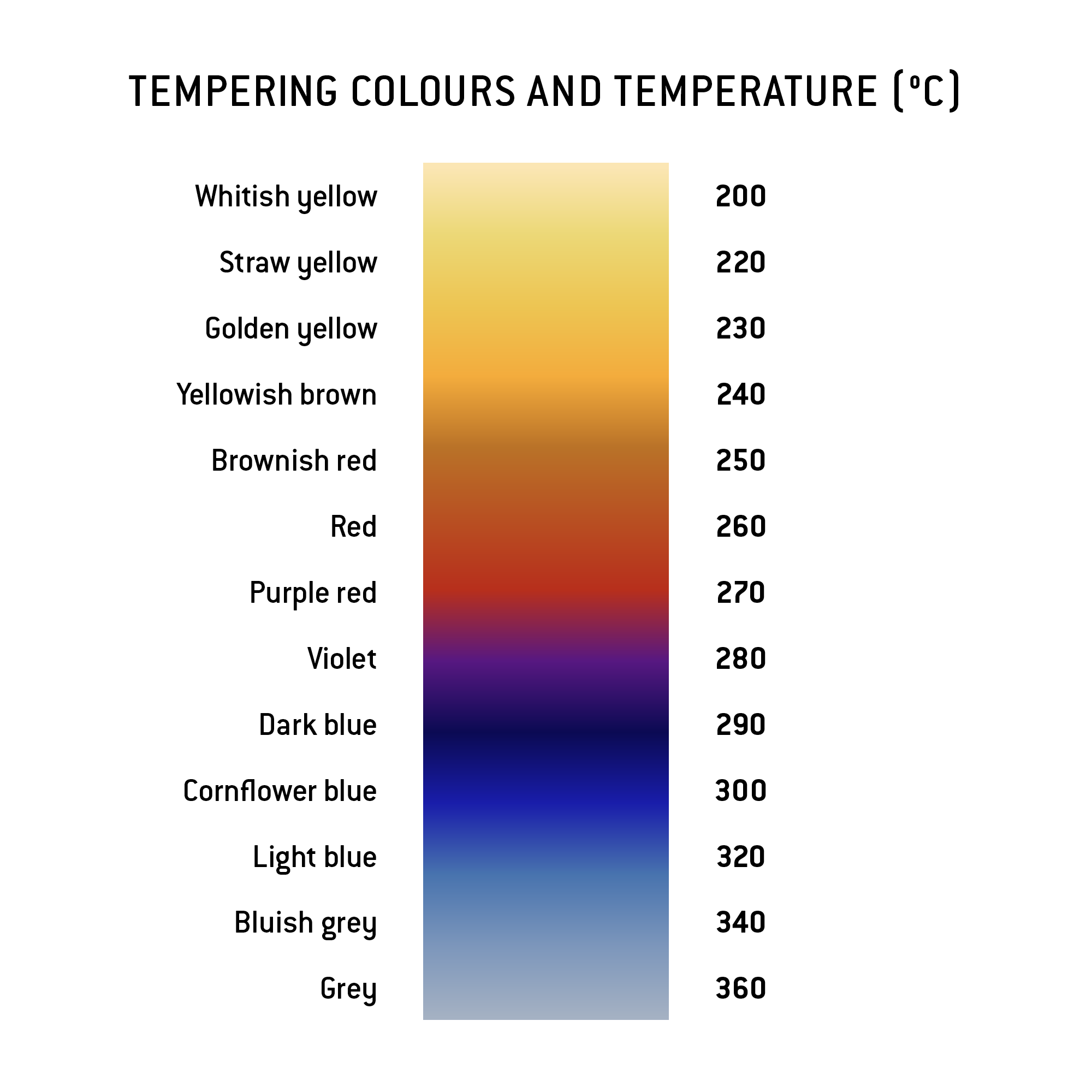
Depending on the temperature of the tempering process, the ratio of toughness to hardness in the steel changes. The purpose of tempering is to adjust this ratio precisely. In addition, the colour of the material surface changes through oxidation. The colour of the treated steel thus reveals the tempering temperature and allows conclusions about the potential application.
The most common tempering temperatures range between 160 °C and 600 °C. Tempering below 300 °C and above 500 °C is referred to as low-temperature and high-temperature tempering, respectively. In addition, tempering is categorised by temperature into four tempering stages.
Tempering time
The tempering time is of equal importance the temperature. The time can range between minutes and hours and will vary - just as the temperature - with the composition of the steel and the cross-section of the component. A higher tempering temperature with a shorter tempering time has the same effect as a lower temperature combined with a longer time. These variables are generally interchangeable as per the Hollomon–Jaffe parameter.
The right furnace
Both the heating and the quenching operations influence the outcome of the tempering process. All the more important is the exact setting of the desired parameters. Tempering can generally take place in salt baths, induction systems, vacuum systems, and protective gas systems. It is possible to use the residual heat left over after the hardening of the workpiece. Alternatively, it is possible to reheat completely from scratch.
At Härtha, we use the most advanced systems and can thus guarantee you a dependable outcome.
The advantages at a glance
- Increased toughness
- Reduced stresses
- Lower risk of cracks
- Greater formability
- Options to set the desired parameters with greater precision
Tempering stages for steel
The processes taking place during tempering vary with the temperature, time, and steel grade. These processes are grouped into four tempering stages between 80 °C and 550 °C. Temperatures below 80 °C generate lattice distortions at the atomic level, resulting in deformations in the metal. The temperature ranges of the tempering stages may shift depending on the tempering time and the respective material.
The first tempering stage
- Temperature: 80 °C to approx. 200 °C
- Steels with a carbon content of more than 0.2% eliminate ε carbides from the martensite lattice, and the lattice distortion decreases.
The second tempering stage
- Temperature: approx. 200 °C to approx. 320 °C (higher in low-alloy steels)
- Residual austenite disintegrates, and carbides and α ferrite form.
The third tempering stage
- Temperature: approx. 320 °C to approx. 520 °C
- Ferrite and cementite are brought into balance, and hardness drops substantially.
- At temperatures of 500 °C and higher, the cementite particles start coagulating to a greater degree.
The fourth tempering stage
- Temperature: approx. 450 °C to approx. 550 °C
- Higher alloy steels (e.g. with chrome or tungsten) eliminate special carbides from the alloy elements.
- A greater hardness can be achieved than with martensite.
Applications and suitable materials
Tempering is used to set the properties of the workpiece, these depend on the purpose for which the workpiece will be used later. Different ratios of toughness to strength are required for tools used for working iron, brass, or wood respectively.
All types of steel that can be hardened are also suitable for tempering. Based on the tempering temperature, we can determine the hardness profile from the tempering chart for the corresponding steel grade.
Temper embrittlement
Under certain conditions, unintended embrittlement can occur during tempering. This impacts notch toughness and flexural impact toughness. This process is dependent on the composition of the material and on the temperature range.For this reason, temperatures that may cause this to happen should ideally be avoided for the affected grades of steel.
The embrittlement that may occur is divided into the following categories:
- Irreversible 300°C embrittlement (blue brittleness) of alloy and non-allow steels between 200 °C and 400 °C. It is advisable to avoid this temperature range.
- Reversible 500°C embrittlement between approx. 450 °C and 550 °C on steels containing manganese, nickel, or chromium. This temperature range should be avoided. Another option is to alloy using molybdenum or tungsten.
For preventing temper embrittlement, we will gladly provide you with information about suitable temperatures and alloys for your materials.
Process locations
Our locations in Germany and Europe are shown here.
Our systems
Size of furnace:
1.200 mm x 900 mm x 900 mm (L x B x H)
Maximum batch weight:
2,000 kg
Maximum operating temperature:
750 °C
Processing time:
From 48 h, details upon request
Would you like us to temper your material?
If you wish us to harden and temper your material, we require the following information:
- Which material is to be treated (material designation)?
- Which target hardness (HRC) do you wish to achieve?
- What are the dimensions of the component and what is the batch size?
- Where is the test point?
- Are additional pre- and post-treatments required?
- We will be happy to advise you on suitable parameters for each specific application of your material.