Das Verfahren und seine Vorteile
Ziel des Weichglühens ist eine bessere Umformbarkeit des Werkstücks. Dazu müssen die ursprünglich streifenförmigen Zementitlamellen im Werkstoffgefüge in Kugelzementit umgewandelt werden. Die einzeln vorliegenden Kugeln erleichtern eine Versetzungsbewegung im Gefüge und damit die Verformbarkeit durch Bearbeitungen wie Biegen oder Walzen. Auch die Spanbarkeit verbessert sich. Die Härte nimmt hingegen ab.
Wenn vor dem Weichglühen ein Härten stattgefunden hat, liegt bereits ein relativ homogenes Martensitgefüge im Werkstück vor. Unter dieser Voraussetzung kann sich beim Weichglühen ein besonders homogen verteiltes, feines Kugelzementit ausbilden.
Zum Weichglühen wird ein Schutzgasofen bzw. ein Vakuumofen verwendet, um das Material vor Entkohlung und Oxidation zu schützen.
Der ganze Prozess kann sehr viele Stunden dauern. Unter Umständen können bis zu 100 Stunden Haltezeit notwendig sein. Das ist abhängig von der Werkstückbeschaffenheit und der Glühtemperatur.
Die richtige Temperatur
Die richtige Temperatur zum Weichglühen ist abhängig vom Werkstoff. Für Stahllegierungen liegt sie im Normalfall zwischen 650 °C und 800 °C. Bei Kupferlegierungen sind es 300 °C bis 600 °C und bei Messinglegierungen 425 °C bis 650 °C.
Übereutektoide Stähle können knapp oberhalb oder um die PSK-Linie pendelnd weichgeglüht werden. Hingegen werden untereutektoide Stähle beim Weichglühen bis dicht unterhalb der PSK-Linie erhitzt. Wichtig ist, dass der Streifenzementit noch nicht zerfällt. Nur so bekommt er die Gelegenheit, sich durch Diffusion in den gewünschten Kugelzementit umzuwandeln.
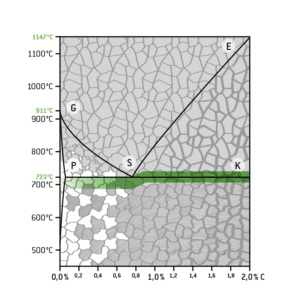
Bildunterschrift: Temperaturbereich beim Weichglühen
Vorzüge auf einen Blick
Das Weichglühen bringt eine Reihe von Vorteilen für ein Werkstück. Die wichtigsten sind:
- Ein relativ homogenes Gefüge aus Kugelzementit
- Erleichterte Versetzungsbewegung im Gefüge
- Gute Kaltumformbarkeit
- Leichtere Zerspanbarkeit
- Zerspanungswerkzeuge behalten längere Standzeit
Anwendungsbereiche und geeignete Werkstoffe
In der Regel werden Stähle mit hohem Kohlenstoffgehalt und Werkzeugstähle weichgeglüht, um ihre Bearbeitbarkeit zu verbessern. Zudem kommt das Weichglühen bei Messing- und Kupferlegierungen zum Einsatz, um Folgen einer vorangegangenen Kaltumformung auszugleichen.
Je nach Legierung können beim Weichglühen unterschiedliche Härtegrade erreicht werden. Typische Werkstoffsorten zum Weichglühen sind zum Beispiel:
- Stahl 170-300 HB
- Kupfer 40-70 HV
- Messing 50-100 HV
Gegenanzeigen
Liegt der Kohlenstoffgehalt untereutektoider Stähle unter 0,3 % lohnt sich ein Weichglühen in der Regel nicht, da diese bereits als relativ weich und leicht umformbar gelten. Bei Stählen mit einem Kohlenstoffgehalt unter 0,8 % kann es zum Schmieren kommen.
Rostfreie Stähle mit einem Tantal- oder Niobgehalt oder einem Kohlenstoffgehalt unter 0,04% würden ab 400 °C ihre Rostbeständigkeit verlieren. Deshalb dürfen sie nicht weichgeglüht werden.
Zudem sollte vor dem Induktionshärten kein Weichglühen stattfinden.
Verfahrensstandorte
Entnehmen Sie unserer interaktiven Standortübersicht, wo Sie bei Härtha in Ihrer Nähe Weichglühen lassen können.