Unterteilung des Glühvorgangs
Das Glühen kann in drei verschiedene Phasen unterteilt werden.
Phase 1: Anwärmen
Die erste Phase ist das Anwärmen. Dabei wird das Werkstück auf Glühtemperatur erhitzt und komplett durcherwärmt. In dieser Phase ist die spezifische Aufheizgeschwindigkeit des jeweiligen Werkstoffs zu beachten.
Phase 2: Halten
Die zweite Phase wird Haltephase genannt. Das Bauteil wird konstant auf Glühtemperatur gehalten, damit ein Temperaturausgleich im gesamten Werkstück stattfinden kann. Zudem können jetzt die gewünschten physikalischen und chemischen Prozesse ausbalanciert werden. Die notwendige Haltezeit ist abhängig von der Werkstoffsorte, von der Form des Bauteils und der Position im Glühofen.
Phase 3: Abkühlen
Im letzten Schritt folgt das Abkühlen. Das Bauteil wird jetzt bis auf Umgebungstemperatur abgekühlt. Auch in dieser Phase kann die Geschwindigkeit eine wichtige Rolle spielen. Danach ist der Glühvorgang beendet.
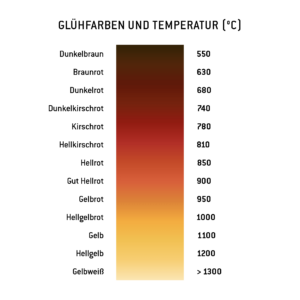
Bildunterschrift: Glühfarben für das Glühen von Stahl
Komplexere Wärmebehandlungen
Gelten besonders hohe Qualitätsanforderungen an einen Werkstoff, müssen die drei Phasen gegebenenfalls weiter unterteilt werden. Für manche Werkstoffsorten sind neunstufige Behandlungen vorgesehen. Hier spricht man von so genannten Glühvorschriften bzw. Glühprogrammen. Der Begriff Glühprogramm wird allerdings auch für mehrere aufeinander folgende Glühvorgänge unterschiedlicher Produkte oder desselben Werkstückes verwendet.
Unterscheidung nach Glühverfahren
Das Glühen wird in folgende Verfahrensweisen unterteilt:
- Normalglühen
- Weichglühen
- GKZ-Glühen
- Spannungsarmglühen
- Grobkornglühen
- Rekristallisationsglühen
- Diffusionsglühen oder Homogenisierungsglühen
- Wasserstoffarmglühen oder Wasserstoff-Effusionsglühen
Das Normalisieren von Stählen wird auch als Normalglühen bezeichnet. Bei diesem Verfahren soll sich ein feinkörniges Kristallitgefüge gleichmäßig über das gesamte Werkstück verteilen. Die notwendige Temperatur richtet sich nach dem Kohlenstoffgehalt. Metalle mit geringem Kohlenstoffgehalt können mit bis zu 950 °C normalgeglüht werden. Stähle mit hohem Kohlenstoffgehalt werden hingegen knapp unter 800 °C normalgeglüht.
Beim Weichglühen kommen Temperaturen zwischen 650 °C und 800 °C zum Einsatz. In diesem Temperaturbereich wird weniger Zementit und Perlit ausgeschieden. Dadurch verringern sich sowohl die Härte als auch die Festigkeit des Stahls und er wird leichter verformbar.
Vergleichbar mit dem Weichglühen ist das GKZ-Glühen, kurz für Glühen auf kugeligem Zementit. Dabei steht ein hoher Grad eingelagerter Karbide im Vordergrund, um die Kaltumformung bei Raumtemperatur zu ermöglichen. Das wird durch ein Pendelglühen und eine langsame Abkühlung erreicht.
Ziel des Spannungsarmglühens ist die Beseitigung von Eigenspannungen im Stahl, ohne dass andere Eigenschaften beeinflusst werden. Das wird bei Temperaturen zwischen 480 °C und 680 °C erreicht.
Wie der Name verrät, wird beim Grobkornglühen die Größe der Kristallite erhöht, wodurch sich die Festigkeit und Zähigkeit verringern – die ideale Voraussetzung für spanabhebende Bearbeitung.
Beim Rekristallisationsglühen wird der Werkstoff auf eine Temperatur knapp oberhalb der individuellen Rekristallisationstemperatur erhitzt. Diese ist abhängig vom Verformungsgrad und der Schmelztemperatur des Werkstoffs. In der Regel liegt sie zwischen 550 °C und 700 °C. Ziel dieses Glühverfahrens ist es, Kristallitgefüge, die durch Kaltverformung verändert wurden, wieder in den Ursprungszustand zu bringen.
Eine weitere Glühmethode ist das Diffusionsglühen, auch Homogenisierungsglühen genannt. Bei Temperaturen zwischen 1.050 °C und 1.300 °C werden Fremdatome gleichmäßig im Metallgitter des behandelten Werkstücks eingelagert. Dieser Vorgang kann bis zu zwei Tage dauern.
Abschließend gibt es das Wasserstoff-Effusionsglühen oder Wasserstoffarmglühen. Bei Temperaturen zwischen 200 °C bis 300 °C findet über Stunden hinweg ein Effusionsprozess bzw. ein Entweichen von Wasserstoffatomen statt, die das Material zuvor versprödet haben.
Vorteile auf einen Blick
Zusammengefasst können verschiedene Glühverfahren folgende Vorteile bringen:
- Bessere mechanische Eigenschaften
- Eine besser für die Kaltumformung geeignete Gefügestruktur<
- Abbau von Spannungen
- Bessere Vorbereitung auf spanlose und spanabhebende Bearbeitung
- Wiederherstellung des Ausgangszustandes
Anwendungsbereiche und Werkstoffe
Glühen ist ein Verfahren, das sich grundsätzlich für alle Metalle eignet. In erster Linie wird es aber bei Halbzeugen angewendet sowie bei Gussteilen, Kaltarbeitsstählen und kaltbearbeiteten Drähten.
Kundenangaben zur Wärmebehandlung (Glühen)
Sie sind bereit, Ihre Werkstücke bei uns glühen zu lassen? Dann verraten Sie uns in Ihrer Anfrage bitte schonmal folgende Informationen:
- Die Werkstoffbezeichnung
- Das Glühverfahren
- Ggfs. die Gefügefestigkeit
- Ggfs. eine Härteangabe in Brinell (HB)
- Das Glühgefüge
Verfahrensstandorte
In unserer Standortübersicht erfahren Sie, wo wir Ihre Aufträge zum Glühen bearbeiten können.