Das Verfahren und seine Vorteile
Beim Carbonitrieren wird das Stahlbauteil in einem Gasgemisch mit 0,5 % bis 0,8 % Kohlenstoff und 0,2 % bis 0,4 % Stickstoff erhitzt. Auf diese Weise diffundieren der Kohlenstoff und der Stickstoff in die Stahloberfläche. Danach erfolgt die Abschreckung in Wasser, Öl oder Salzschmelze. Zum Abschluss des Verfahrens folgt das Anlassen zwischen 160 °C und 300 °C, um die Sprödigkeit zu verringern.
Im Vergleich zum Aufkohlen genügen beim Carbonitrieren geringere Temperaturen zwischen 820 °C und 900 °C. Zudem ist der Prozess in der Regel kürzer. Das sind optimale Voraussetzungen für einen geringen Verzug. Darüber hinaus senkt der Stickstoff die kritische Abkühlgeschwindigkeit zur Martensitbildung, was eine bessere Härtbarkeit zur Folge hat.
Die Einhärtetiefe ist abhängig von der allgemeinen Härtbarkeit der Stahlsorte, der Bauteilgeometrie, der Carbonitrierschicht, der Härtetemperatur und der Abkühlgeschwindigkeit. Die maximale Einhärtetiefe liegt beim Carbonitrieren bei 1,0 mm.
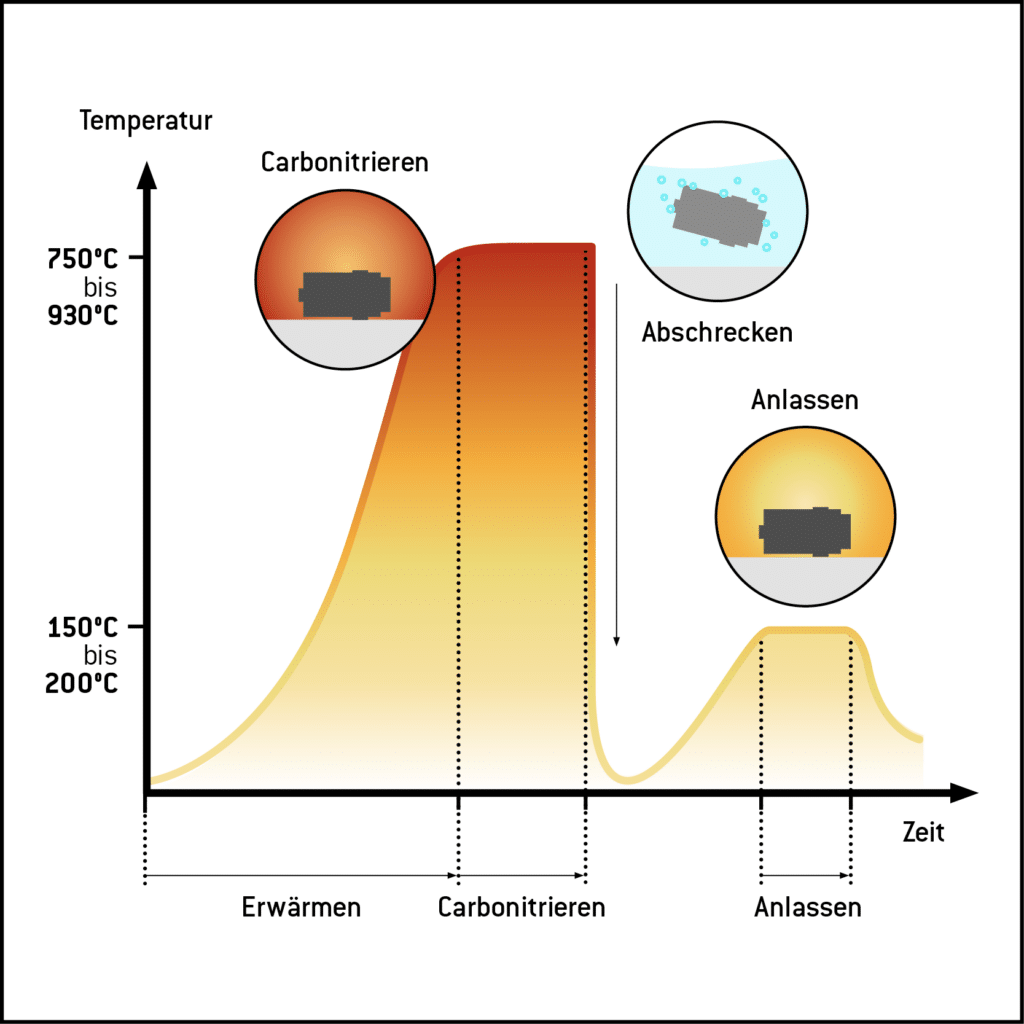 Ablauf des Verfahrens Carbonitrieren
Ablauf des Verfahrens Carbonitrieren
Einordnung der Wärmebehandlung Carbonitrieren
Trotz der Verfahrensbezeichnung ist das Carbonitrieren kein Nitrierverfahren. Stattdessen gehört das Carbonitrieren zu den Härteverfahren. Das liegt an der geringen Menge Stickstoff, die in das Gefüge aufgenommen wird. Dadurch bildet sich während der Erhitzung keine Verbindungsschicht. Die harte Randschicht entsteht hingegen beim Abschreckvorgang.
Vorteile auf einen Blick
Das Carbonitrieren bietet viele Vorteile für die behandelten Bauteile:
- Die Härtbarkeit von legierten und unlegierten Stählen wird durch die Anreicherung von Stickstoff und Kohlenstoff erhöht.
- Die Randschicht wird härter und verschleißfester als beim Einsatzhärten.
- Geringer Verzug durch niedrige Temperaturen als beim Einsatzhärten.
- Keine Risse dank milder
- Bessere Notlaufeigenschaften und besserer Reibverschleißwiderstand
- Höhere Anlassbeständigkeit in Abhängigkeit zum eindiffundierten Stickstoff in der
- Ideal zur Serienfertigung kleiner Bauteile, die eine saubere Umgebung
Anwendungsbereiche
Carbonitrieren wird eingesetzt, um die Dauerfestigkeit und Verschleißbeständigkeit verschiedener Stahlsorten zu erhöhen. Das Verfahren ist besonders interessant für Bauteile, bei denen eine Einsatzhärtetiefe zwischen 0,1 mm und 1,00 mm erreicht werden soll. Es eignet sich gut zur Massenfertigung und für kleine Werkstücke.
Typische Bauteile, die carbonitriert werden, sind zum Beispiel Kolben, Walzen, Wellen, Zahnräder und Hebel für verschiedene Antriebsarten.
Geeignete Werkstoffe
Zum Carbonitrieren eignen sich ausschließlich Stähle mit einem Kohlenstoffgehalt von maximal 0,25%. Das sind vor allem unlegierte und niedrig legierte Einsatzstähle, aber auch Sinter-, Bau- und Automatenstähle.
In unser Werkstofftabelle sehen Sie einen Auszug geeigneter Werkstoffe.
Kundenangaben zur Wärmebehandlung
Sie wollen bei uns Carbonitrieren? Für Ihren Auftrag benötigen wir folgende Angaben:
- Werkstoffsorte
- Gewünschte Einsatzhärtetiefe
- Zielrandhärte
- Falls notwendig die Isoliervorschrift
Zunächst geben wir Ihnen Rückmeldung, ob die gewünschten Härtewerte mit Ihrer Werkstoffsorte realisierbar sind. Sie erhalten dann unser Auftragsformular mit allen weiteren notwendigen Angaben.
Verfahrensstandorte
Erfahren Sie in unserer Standortübersicht an welchen Orten wir Carbonitrieren bei Härtha anbieten.