Die Aufkohlungstiefe hängt von vielen Faktoren ab, wie etwa der Temperatur und Dauer der Wärmebehandlung sowie von der Konzentration des Kohlenstoffs im umgebenden Medium und von der Art des Metalls bzw. der Stahlsorte.
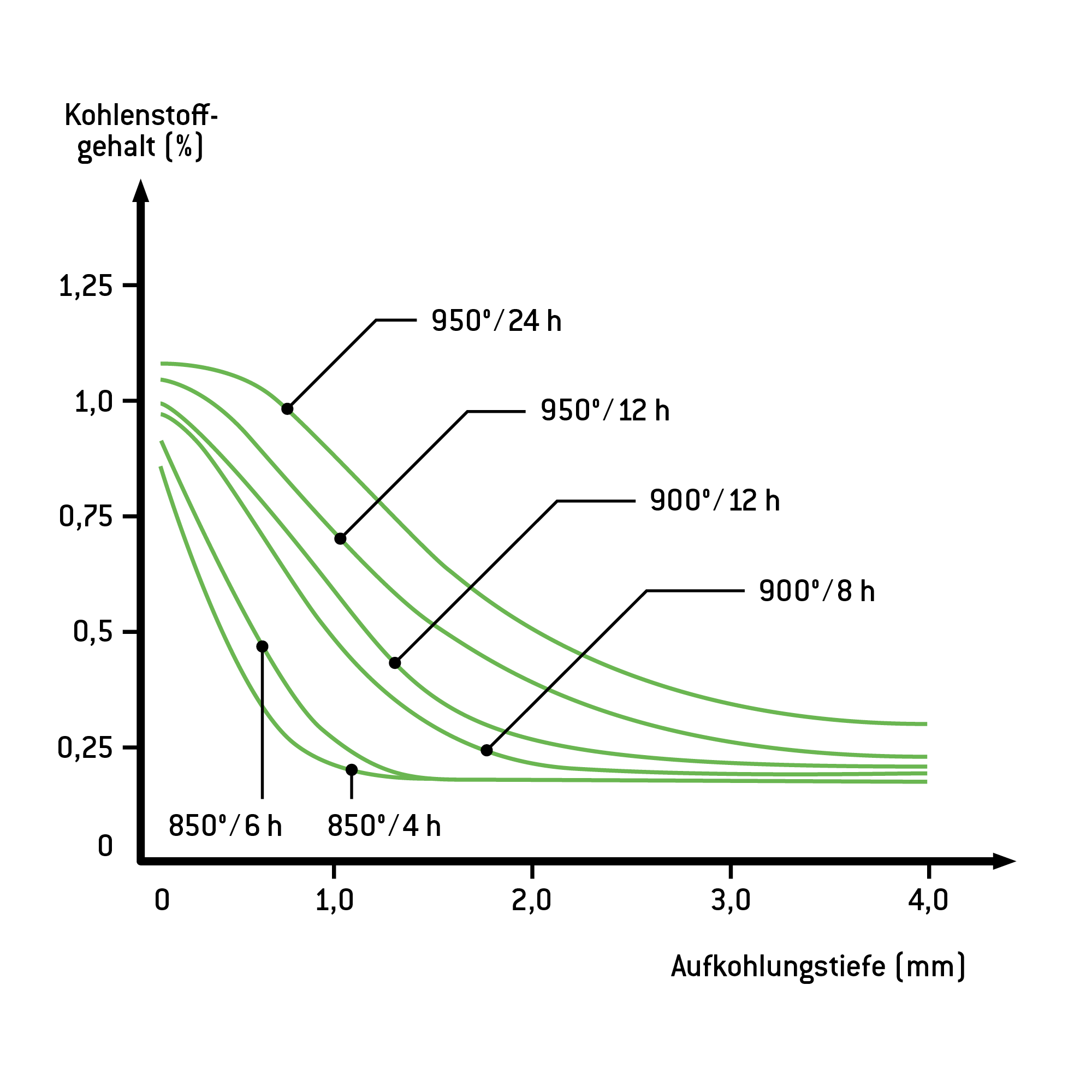
Beispiel Kohlungskurven
Die Aufkohlungstiefe bezieht sich auf die Tiefe, bis zu der Kohlenstoff beim Aufkohlen in die Randschicht eines Werkstücks diffundiert. Neben der Kohlenstoffverlaufskurve ist die Aufkohlungstiefe eine wesentliche Kenngröße für das Einsatzhärten und Aufkohlen. In der Regel gilt ein Kohlenstoffgehalt von 0,35% als Grenzwert für eine erfolgreiche Aufkohlung. Das entspricht einer Grenzhärte von etwa 550 HV bei vollmartensitischer Härtung mit anschließendem Anlassen auf Temperaturen zwischen 150 °C und 180 °C (wie üblich beim Einsatzhärten). Gemäß DIN EN 10 052 entspricht die Aufkohlungstiefe dem Randabstand mit dem erreichten Grenzwert.

