Het proces en de voordelen ervan
Bij het carbonitreren wordt het stalen onderdeel verhit in een gasmengsel dat 0,5 % tot 0,8 % koolstof en 0,2 % tot 0,4 % stikstof bevat. Op deze manier worden de koolstof en stikstof gediffundeerd in het staaloppervlak. Dit wordt gevolgd door afschrikken in water, olie of gesmolten zout. Het proces wordt voltooid door ontlaten tussen 160 °C en 300 °C om de brosheid te verminderen.
In vergelijking met carboneren worden bij carbonitreren lagere temperaturen tussen 820 °C en 900 °C gebruikt. Bovendien is het proces meestal van kortere duur. Dit zijn ideale omstandigheden voor minimale vervorming. Bovendien verlaagt de stikstof de kritische afkoelsnelheid voor martensietvorming, wat resulteert in een betere hardbaarheid.
De hardingsdiepte hangt af van de algemene hardbaarheid van de staalsoort, de onderdeelgeometrie, de carbonitreerlaag, de hardingstemperatuur en de afkoelsnelheid. De maximale hardingsdiepte ligt bij carbonitreren op 1,0 mm.
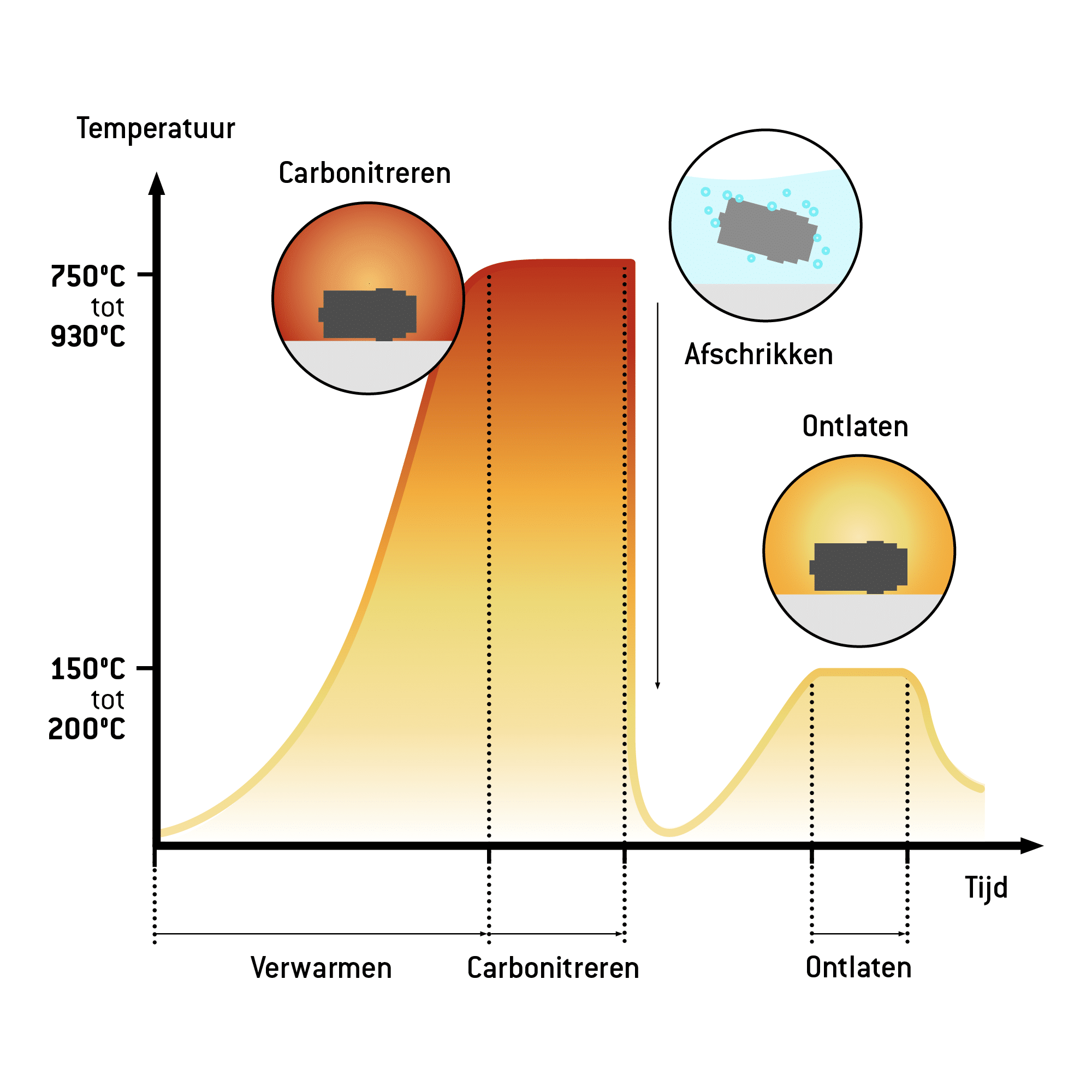 Afbeeldingstekst: Procesverloop van carbonitreren
Afbeeldingstekst: Procesverloop van carbonitreren
Classificatie van de warmtebehandeling carbonitreren
Ondanks de naam van het proces is carbonitreren geen nitreerproces. Carbonitreren behoort tot de hardingsprocessen. Dit door de kleine hoeveelheid stikstof die in de structuur wordt opgenomen. Hierdoor ontstaat er tijdens verhitting geen bindingslaag. De harde oppervlaktelaag ontstaat daarentegen tijdens het afschrikproces.
De voordelen in één oogopslag
Carbonitreren biedt vele voordelen voor de behandelde onderdelen:
- De hardbaarheid van gelegeerd en ongelegeerd staal wordt verhoogd door de verrijking met stikstof en koolstof.
- De oppervlaktelaag wordt harder en slijtvaster dan bij inzetharden.
- Minder vervorming door lage temperaturen dan bij inzetharden
- Geen scheuren dankzij milde afschrikmedia.
- Betere noodloopeigenschappen en betere weerstand tegen wrijvingsslijtage
- Hogere ontlaatweerstand al naargelang de stikstof die in de oppervlaktelaag wordt ingebracht.
- Ideaal voor de serieproductie van kleine onderdelen die een schone omgeving vereisen.
Toepassingsgebieden
Carbonitreren wordt gebruikt om de vermoeiingssterkte en slijtvastheid van verschillende staalsoorten te verhogen. Het proces is met name interessant voor onderdelen waarbij een hardingsdiepte tussen 0,1 mm en 1,00 mm moet worden bereikt. Het is zeer geschikt voor de massaproductie en voor kleine werkstukken.
Typische onderdelen die worden gecarbonitreerd, zijn bijvoorbeeld zuigers, rollen, assen, tandwielen en hendels voor verschillende soorten aandrijvingen.
Geschikte materialen
Alleen staalsoorten met een koolstofgehalte van maximaal 0,25 % zijn geschikt voor carbonitreren. Dit zijn voornamelijk ongelegeerde en laaggelegeerde inzetstaalsoorten, maar ook sinter-, constructie- en automatenstaalsoorten.
In onze materiaaltabel ziet u een uittreksel van geschikte materialen.
Klantspecificaties voor warmtebehandeling
Wilt u bij ons carbonitreren? Voor uw opdracht hebben wij de volgende gegevens nodig:
- Materiaalsoort
- Gewenste inzethardingsdiepte
- Gestreefde oppervlaktehardheid
- Eventuele isolatievoorschriften
Allereerst geven wij u feedback of de gewenste hardheidswaarden met het materiaalsoort kunnen worden bereikt. U ontvangt vervolgens ons opdrachtformulier met alle andere benodigde gegevens.
Procesvestigingen
Bekijk ons vestigingsoverzicht om te weten in welke vestigingen we bij Härtha carbonitreren aanbieden.