Bestimmung der Nitrierhärtetiefe
Die Nitrierhärtetiefe hängt von verschiedenen Faktoren ab, wie der Dauer und Temperatur des Nitrierprozesses, der Art des zu nitrierenden Materials sowie seiner chemischen Zusammensetzung und Oberflächenbeschaffenheit. Sie wird üblicherweise in Mikrometern oder Millimetern gemessen und ist ein wichtiger Parameter bei der Beurteilung der Qualität des Nitrierprozesses.
Die Bestimmung der Nitrierhärtetiefe (NHT) ist in der Norm DIN EN ISO 18203 festgelegt.
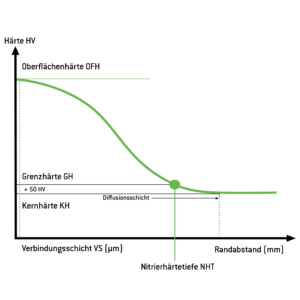
Wichtig ist, dass die Oberfläche der Probe fein bearbeitet wurde und sich für die Messung eignet. Dann wird aus mindestens drei Härteeindrücken die Kernhärte ermittelt. Diese ist nötig, um die so genannte Grenzhärte festzulegen, die 50 HV über der Kernhärte liegt.
Danach erfolgt eine Vickers Härteprüfung mit Härteprüfeindrücken vom Rand weg zum Werkstückinneren hin. Die Nitrierhärtetiefe ergibt sich nun durch ein Ausmessen des Härteverlaufs von der Oberfläche bis zur berechneten Grenzhärte (siehe Grafik).
Nitrierhärtetiefe und Oberflächenhärte im Vergleich
| Werkstoffgruppe | Werkstoff | Nummer | Zugfestigkeit N/mm² | Oberflächenhärte | Nitrierhärte tiefe |
|---|---|---|---|---|---|
| Vergütungsstähle | ST 52-3 N | 1.0811 | 500 – 600 | 550 – 700 | 0,2 – 0,8 |
| Vergütungsstähle | Ck 45 | 1.1191 | 650 – 750 | 300 – 400 | 0,2 – 0,8 |
| Vergütungsstähle | 25 CrMo 4 | 1.7218 | 750 – 950 | 550 – 700 | 0,1 – 0,8 |
| Vergütungsstähle | 34 CrMo 4 | 1.7220 | 800 – 950 | 550 – 700 | 0,1 – 0,8 |
| Vergütungsstähle | 42 CrMo 4 | 1.7225 | 850 – 1.000 | 550 – 700 | 0,1 – 0,8 |
| Vergütungsstähle | 50 CrMo 4 | 1.7228 | 850 – 1.000 | 500 – 650 | 0,1 – 0,6 |
| Vergütungsstähle | 50 CrV 4 | 1.8159 | 850 – 1.000 | 550 – 700 | 0,1 – 0,6 |
| Vergütungsstähle | 34 CrNiMo 6 | 1.6582 | 900 – 1.200 | 600 – 800 | 0,1 – 0,6 |
| Vergütungsstähle | 30 CrNiMo 8 | 1.6580 | 900 – 1.200 | 600 – 800 | 0,1 – 0,8 |
| Vergütungsstähle | 32 CrMo 12 | 1.7361 | 900 – 1.300 | 700 – 900 | 0,1 – 0,8 |
| Vergütungsstähle | 30 CrMoV 9 | 1.7707 | 900 – 1.200 | > 700 | 0,1 – 0,8 |
| Vergütungsstähle | 14 CrMoV6.9 | 1.7735 | 900 – 1.050 | 750 – 850 | 0,1 – 1,0 |
| Nitrierstähle | 15 CrMoV5.9 | 1.8521 | 900 – 1.050 | 750 – 850 | 0,1 – 1,0 |
| Nitrierstähle | 31 CrMo 12 | 1.8515 | 900 – 1.300 | 750 – 900 | 0,1 – 0,8 |
| Nitrierstähle | 31 CrMoV 9 | 1.8519 | 900 – 1.200 | > 700 | 0,1 – 0,8 |
| Nitrierstähle | 34 CrAl6 | 1.8501 | 800 – 950 | > 850 | 0,1 – 0,8 |
| Nitrierstähle | 34 CrAlMo 5 | 1.8507 | 850 – 1.000 | > 850 | 0,1 – 0,8 |
| Nitrierstähle | 34 CrAlNi 7 | 1.8550 | 900 – 1.050 | > 850 | 0,1 – 0,8 |
| Einsatzstähle | 17 CrNiMo 6 | 1.6587 | – | 550 – 700 | 0,1 – 0,8 |
| Einsatzstähle | 16 MnCr 5 V | 1.7131 | 600 – 800 | 550 – 730 | 0,1 – 0,8 |
| Einsatzstähle | 20 MnCr 5 V | 1.7147 | 600 – 800 | 550 – 730 | 0,1 – 0,8 |
| Kaltarbeitsstähle | 40 CrMnMo 7 | 1.2311 | 1.000 – 1.300 | 650 – 800 | 0,1 – 0,5 |
| Kaltarbeitsstähle | 16 MnCr 5 V | 1.7131 | 600 – 800 | 600 – 730 | 0,1 – 1,0 |
| Kaltarbeitsstähle | 20 MnCr 5 V | 1.7147 | 600 – 800 | 600 – 730 | 0,1 – 1,0 |
| Kaltarbeitsstähle | 40 CrMnMoS 8.6 | 1.2311 | 1.000 – 1.300 | 650 – 800 | 0,1 – 0,5 |
| Kaltarbeitsstähle | 46 CrMnMoS 8.6 | 1.2312 | 1.000 – 1.300 | 650 – 800 | 0,1 – 0,5 |
| Kaltarbeitsstähle | X 155CrMo 12.1 | 1.2379 | 1.400 – 1.800 | 850 – 1150 | 0,1 – 0,15 |
| Kaltarbeitsstähle | X 165CrMoV 12.1 | 1.2601 | 1.400 – 1.800 | 850 – 1050 | 0,1 – 0,15 |
| Kaltarbeitsstähle | 55 NiCrMoV 6 | 1.2713 | 1.000 – 1.400 | 500 – 700 | 0,1 – 0,5 |
| Kaltarbeitsstähle | 56 NiCrMoV7 | 1.2714 | 1.000 – 1.400 | 500 – 700 | 0,1 – 0,5 |
| Kaltarbeitsstähle | X 38CrMoV 5.1 | 1.2343 | 1.200 – 1.800 | > 850 | 0,1 – 0,4 |
| Kaltarbeitsstähle | X 40CrMoV 12.1 | 1.2344 | 1.200 – 1.800 | > 850 | 0,1 – 0,4 |
| Kugelgraphitguss | GGG 50 | 500 | 500 – 700 | 0,1 – 0,4 | |
| Kugelgraphitguss | GGG 60 | 600 | 500 – 700 | 0,1 – 0,4 |


