Ablauf des Walzvorgangs
Der genaue Ablauf des Kaltwalzens und die individuellen Parameter hängen vom eingesetzten Metall und von den gewünschten Eigenschaften ab, die erzielt werden sollen. Die Eigenschaften sind wiederum eng mit dem Einsatzzweck verbunden. Beispielsweise wird im Automotive-Bereich besonderer Wert auf eine hohe Festigkeit und eine Top-Qualität der Oberfläche gelegt.
Dennoch lässt sich das Kaltwalzen grundlegend in drei Phasen unterteilen – die Vorbereitung, das eigentliche Kaltwalzen und die Nachbearbeitung.
Phase 1 – die Vorbereitung
Um den Erfolg des Kaltwalzens gewährleisten zu können, ist eine gründliche Vorbereitung
notwendig. Das umfasst zunächst die Reinigung des Metalls von Schmutz und
Korrosionserscheinungen wie Oxiden. Zusätzlich kann eine Wärmebehandlung sinnvoll sein,
um die Mikrostruktur des Metalls optimal auf das Kaltwalzen vorzubereiten.
Phase 2 – das Kaltwalzen
Der eigentliche Prozess des Kaltwalzens findet zumeist bei Raumtemperatur statt. Hierbei
wird das Metall zwischen zwei Walzen gepresst. Dadurch verformt und verfestigt sich das
Metall und es wird dünner. Zudem ändern sich Eigenschaften wie die Festigkeit.
Phase 3 – die Nachbearbeitung
Ist die gewünschte Dicke durch das Kaltwalzen erreicht, können nun die Duktilität, Festigkeit und Härte durch weitere Wärmebehandlungen gezielt eingestellt werden. Verschiedene Oberflächenbehandlungen können zudem ästhetische Aspekte beeinflussen und die Korrosionsbeständigkeit erhöhen.
Kaltwalzen von Stahl und Aluminium: Vergleich und Anwendung
Obwohl der Prozess des Kaltwalzens immer ähnlich abläuft, gibt es bei jedem Metall
Besonderheiten, die berücksichtigt werden müssen. Vor allem das Kaltwalzen von Stahl und
Aluminium weist wesentliche Unterschiede auf.
| Aspekte | Kaltwalzen von Stahl | Kaltwalzen von Aluminium |
|---|---|---|
| Festigkeit und Verformbarkeit | ● Stahl ist fest und schwer verformbar ● wenig Dehnbarkeit ● geringe Streckung bei Verformung ● Hohe Walzkräfte erforderlich, um Dicke merklich zu reduzieren | ● Aluminium ist weich und leicht verformbar ● hohe Dehnbarkeit ● Reduktion der Dicke schon bei geringer Krafteinwirkung |
| Oberflächenqualität und Glätte | ● Neigung zu Oberflächenunebenhei en und Rauheit durch Verfestigung des Stahls ● zusätzliche Oberflächenbehandlung erforderlich, um glatte Oberfläche zu erzielen | ● geringere Neigung zur Bildung von Unebenheiten ● bessere Oberflächenqualität auch ohne Nachbearbeitung |
| Anwendungen und Beispiele | ● kaltgewalzter Stahl kommt zum Einsatz, wenn Festigkeit, Stabilität und Haltbarkeit im Vordergrund stehen. ● Strukturelemente und Bleche im Maschinen- und Fahrzeugbau und in der Bauindustrie | ● kaltgewalztes Aluminium wird eingesetzt, wenn Leichtigkeit und Korrosionsbeständigkeit zählen. ● Bleche in der Luft- und Raumfahrt, Dosen und Folien in der Verpackungsindustrie |
Die Mechanik des Kaltwalzens
Die Mechanik des Kaltwalzens umfasst verschiedene Parameter, die genau aufeinander abgestimmt werden müssen, um die gewünschten Eigenschaften im kaltgewalzten Metall zu erzeugen. Entscheidend ist vor allem die Walzkraft.
Wieviel Kraft zur Deformation des Metalls aufgewendet werden muss, ist abhängig von der Festigkeit des Materials und von der Geometrie der Walzen sowie von der Reibung, die beim Walzen entsteht. Diese Aspekte lassen sich wiederum durch die Walzengröße und die Walzgeschwindigkeit einstellen. Auf diese Weise können Eigenschaften wie die Dicke des Endprodukts gezielt gesteuert werden.
Berechnung der Walzkraft
Die Formel zur Berechnung der Walzkraft beim Kaltwalzen veranschaulicht die Abhängigkeit der Walzkraft von diversen Parametern des Materials.
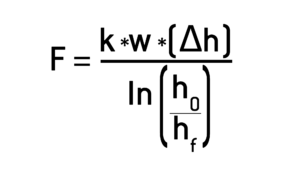
h0 = Startdicke des Materials
hf = Enddicke nach dem Kaltwalzen
k = formabhängiger Festigkeitskoeffizient
w = Materialbreite
Δ h = Dickenreduktion
Vor- und Nachteile
| Aspekte | Vorteile des Kaltwalzens | Nachteile des Kaltwalzens |
|---|---|---|
| Mechanische Eigenschaften | – gezielte Verbesserung von Festigkeit, Härte und Zähigkeit | – unerwünschte Veränderungen der Mikrostruktur möglich |
| Oberflächenqualität | – hohe Oberflächengüte mit glatter Oberfläche und geringer Rauheit | – Kratzer oder Risse bei unzureichender Vorbereitung möglich |
| Maßgenauigkeit | – präzise Kontrolle der Dicke und Form des Materials – hohe Maßgenauigkeit und geringe Toleranzen | – unerwünschte Verformungen bei komplexen Geometrien oder sehr dünnen Blechen möglich |
| Effizienz | – kein Aufheizen notwendig – geringerer Energieverbrauch als beim Warmwalzen | – hoher Anfangsaufwand zur Vorbereitung |
| Einsatzmöglichkeiten | – viele Metalle geeignet (Stahl, Kupfer, Aluminium und Legierungen) – vielseitige Anwendungsbereiche | – nur begrenzte Reduktion der Dicke möglich |
Einsatzbereiche
Kaltwalzen wird in der Produktion von Bauteilen in vielfältigen Branchen eingesetzt. Ein typischer Anwendungsbereich sind hochfeste Stahlbleche im Karosseriebau, die sowohl Sicherheit als auch ein geringes Gewicht bieten. Auch in der Elektronik kommen kaltgewalzte Elemente zum Einsatz – zum Beispiel Kupferfolien in der Leiterplattenfertigung. Zudem sind Strukturkomponenten aus kaltgewalztem Stahl im Bauwesen unverzichtbar.
Was ist der Unterschied zwischen Warm- und Kaltwalzen?
Wie der Name bereits verrät, liegt der Hauptunterschied zwischen Kaltwalzen und Warmwalzen in der Temperatur des Metalls. Kaltwalzen kann bei Raumtemperatur stattfinden. Beim Warmwalzen muss die individuelle Rekristallisationstemperatur des jeweiligen Materials überschritten werden, um das Material besser formbar zu machen.
| Aspekt | Warmwalzen | Kaltwalzen |
|---|---|---|
| Temperatur | – hohe Temperaturen – mindestens oberhalb der Rekristallisationstemperatur | – Raumtemperatur oder darunter |
| Formbarkeit | – Formbarkeit steigt – Duktilität steigt | – stark begrenzte Formbarkeit – stark begrenzte Duktilität |
| Oberflächenqualität | – gröbere Oberfläche – oft Nachbearbeitung erforderlich | – glattere Oberfläche – enge Toleranzen |
| Energieverbrauch | – Aufheizen des Materials – höherer Energieverbrauch | – geringer Energieverbrauch |
| Dicke des Endprodukts | – kann größer sein | – ist immer geringer |
| Anwendungen | – große Strukturelemente – dicke Bleche | – dünne Bleche und Bänder – Präzisionskomponenten |
| Materialauswahl | – vielfältig – z. B. Stahl, Aluminium, Kupfer | – vielfältig – z. B. Stahl, Aluminium, Kupfer |
Was ist eine Kaltwalzanlage?
Eine Kaltwalzanlage ist eine industrielle Einrichtung, die zur Verformung von Metallblechen und -bändern bei Raumtemperatur eingesetzt wird. Sie besteht typischerweise aus Einrichtungen zur Materialvorbereitung, Walzgerüsten, Walzaggregaten und Kühlvorrichtungen.
Während des Kaltwalzens wird das Metall zumeist durch mehrere Walzenpaare geführt, um die gewünschte Dicke und Form zu erreichen. Kaltwalzanlagen sind in der Stahl- und Aluminiumindustrie weit verbreitet und spielen eine entscheidende Rolle bei der Herstellung von dünnen, präzisen Metallprodukten.
Geschichte
Bereits im 17. Jahrhundert wurden erste einfache Walzwerke in England dokumentiert. Mit der industriellen Revolution nahm der Bedarf an dünnen Blechen zum Bau von Maschinen zu. Eine kostengünstige und effiziente Verarbeitungsmöglichkeit von Metallen wurde notwendig.
Im 19. Jahrhundert wurden Hochwalzwerke und immer fortschrittlichere Walzmaschinen entwickelt. Jetzt konnte die Dicke des Endprodukts präzise eingestellt werden. Das ermöglichte den Einsatz in vielfältigen Branchen.
Ein weiterer Meilenstein in der Geschichte des Kaltwalzens ist das 20. Jahrhundert mit einer zunehmenden Modernisierung und Automatisierung in der Metallindustrie. Zudem wurden neue Legierungstechnologien entwickelt, wodurch die Vielfalt an Metallen angestiegen ist, die sich zum Kaltwalzen eignet – und damit auch das Repertoire an Eigenschaften der Endprodukte.
Heute ist das Kaltwalzen ein unverzichtbarer Prozess in der Metallverarbeitung, der inzahlreichen Branchen von der Automobil- bis zur Elektronikindustrie eingesetzt wird.