Wärmebehandlung von Stahl ober- und unterhalb der GSK-Linie
Wärmebehandlung der Stähle
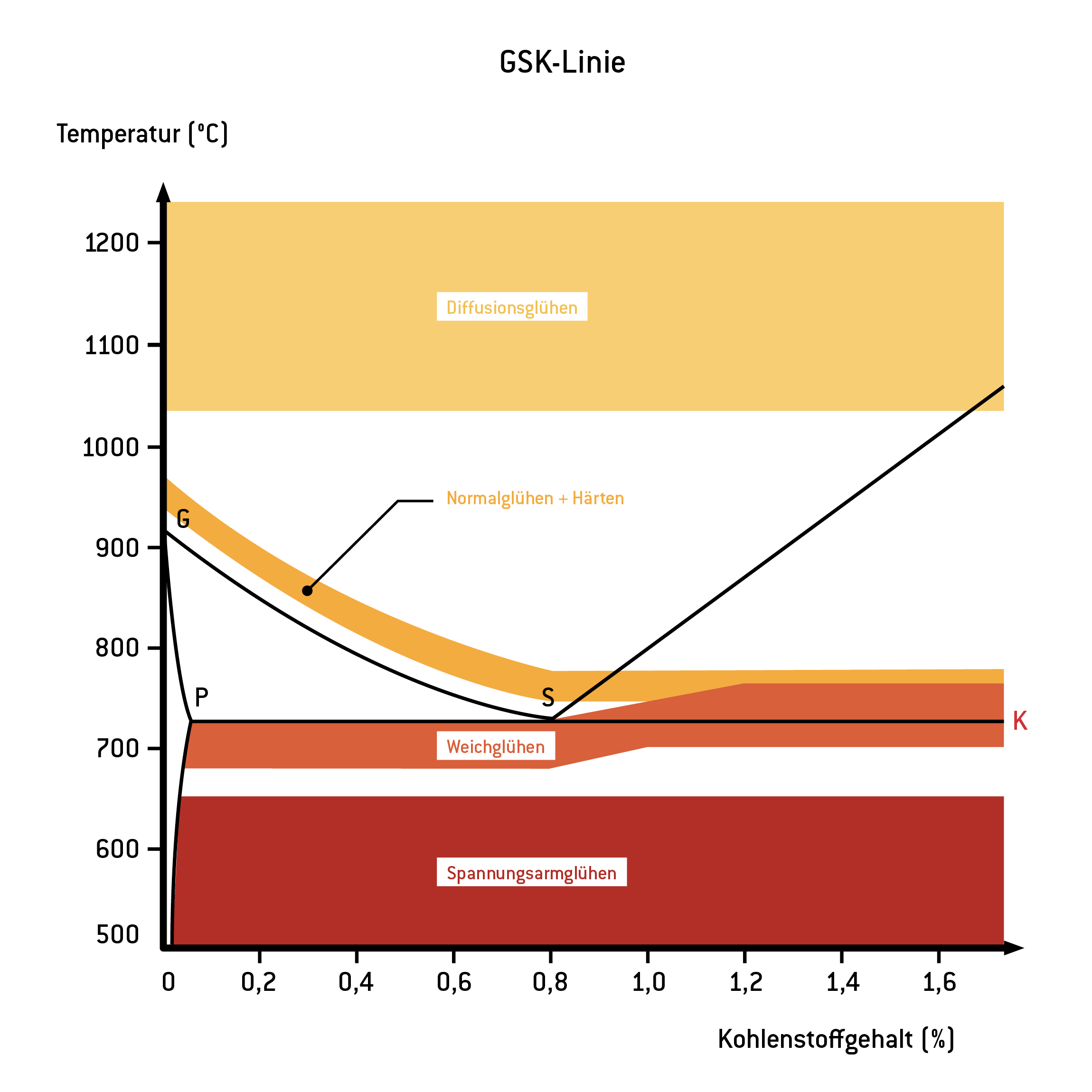
Die GSK-Linie markiert den Übergang zwischen den Austenit- und Perlit-Phasen von Stählen im Eisen-Kohlenstoff-Diagramm. Damit spielt sie eine große Rolle bei der Wärmebehandlung von Stahl. Je nach Art der Wärmebehandlung müssen unterschiedliche Voraussetzungen erfüllt sein.
Härten
Beim Härten erfolgt ein Erhitzen auf Temperaturen von 30 °C bis 50 °C über der GSK-Linie. Danach erfolgt je nach Material ein Abschrecken in Wasser, Polymer, Öl oder Luft bzw. Gas. Das führt zu einer sehr hohen Härte des Werkstücks, allerdings erhöht sich dadurch auch die Sprödigkeit. Um ein Werkstück erfolgreich zu härten, muss es mindestens 0,2% Kohlenstoff enthalten.
Normalglühen
Auch beim Normalglühen wird das Material auf eine Temperatur erhitzt, die 30 °C bis 50 °C über der GSK-Linie liegt. Anstatt es schnell abzuschrecken, wird es diesmal langsam bis zur Raumtemperatur abgekühlt. Diese langsamere Abkühlungsrate führt zur Bildung eines feinkörnigen Gefüges im Material. Das Ergebnis ist eine verbesserte Balance zwischen Festigkeit und Zähigkeit, wobei das Material sowohl widerstandsfähig gegen mechanische Beanspruchungen als auch weniger anfällig für spröde Brüche ist.
Weichglühen
Beim Weichglühen werden untereutektoide und übereutektoide Stähle unterschieden. Bei untereutektoiden Stählen erfolgt das Glühen knapp unterhalb der PSK-Linie (723 °C). Im Gegensatz dazu liegen die Temperaturen beim Glühen übereutektoider Stähle entweder direkt über der PSK-Linie oder sie pendeln um diese Linie herum. In beiden Fällen folgt nach dem Glühvorgang ein langsames Abkühlen. Diese sorgfältig kontrollierten Prozesse sind wichtig, um die gewünschten mikrostrukturellen Eigenschaften im Stahl zu erreichen und zu erhalten.
Spannungsarmglühen
Beim Spannungsarmglühen liegt der Fokus auf dem Abbau innerer Spannungen im Material, die durch vorherige Bearbeitungsprozesse und Wärmebehandlungen entstanden sein können. Der Temperaturbereich zum Spannungsarmglühen liegt in der Regel zwischen 580 °C und 650 °C. Die grundlegenden Eigenschaften des Werkstücks bleiben weitgehend unverändert, aber es wird weniger anfällig für Rissbildungen.
Diffusionsglühen
Die Hauptaufgabe beim Diffusionsglühen ist es, die Konzentration verschiedener Bestandteile im Material gleichmäßiger zu gestalten. Die Art der Abkühlung spielt hierbei eine untergeordnete Rolle, da der Fokus auf der Homogenisierung der Struktur liegt und nicht auf der Beeinflussung spezifischer mechanischer Eigenschaften durch den Abkühlungsprozess.