Verfahren
Die Einhärtungstiefe wird mittels Prüfung des Härte-Tiefen-Verlaufs bestimmt. Bei randschichtgehärteten Werkstücken wird dazu eine Härteverlaufsmessung mittels Nanoindentierung oder Mikrohärteprüfung vorgenommen. Für diese Verfahren wird ein Querschliff als Probe mit entsprechend vorbereiteter Oberfläche verwendet. Dann werden vom Rand bis zur Mitte mehrere Härteeindrücke gesetzt. Die Eindringtiefe zeigt die jeweilige Härte an. Der Abstand von der Oberfläche bis zur Grenzhärte ist die Einhärtungstiefe. Das Bestimmen der Einhärtetiefe spielt beispielsweise bei der Prüfung von Schweißnähten eine wichtige Rolle.
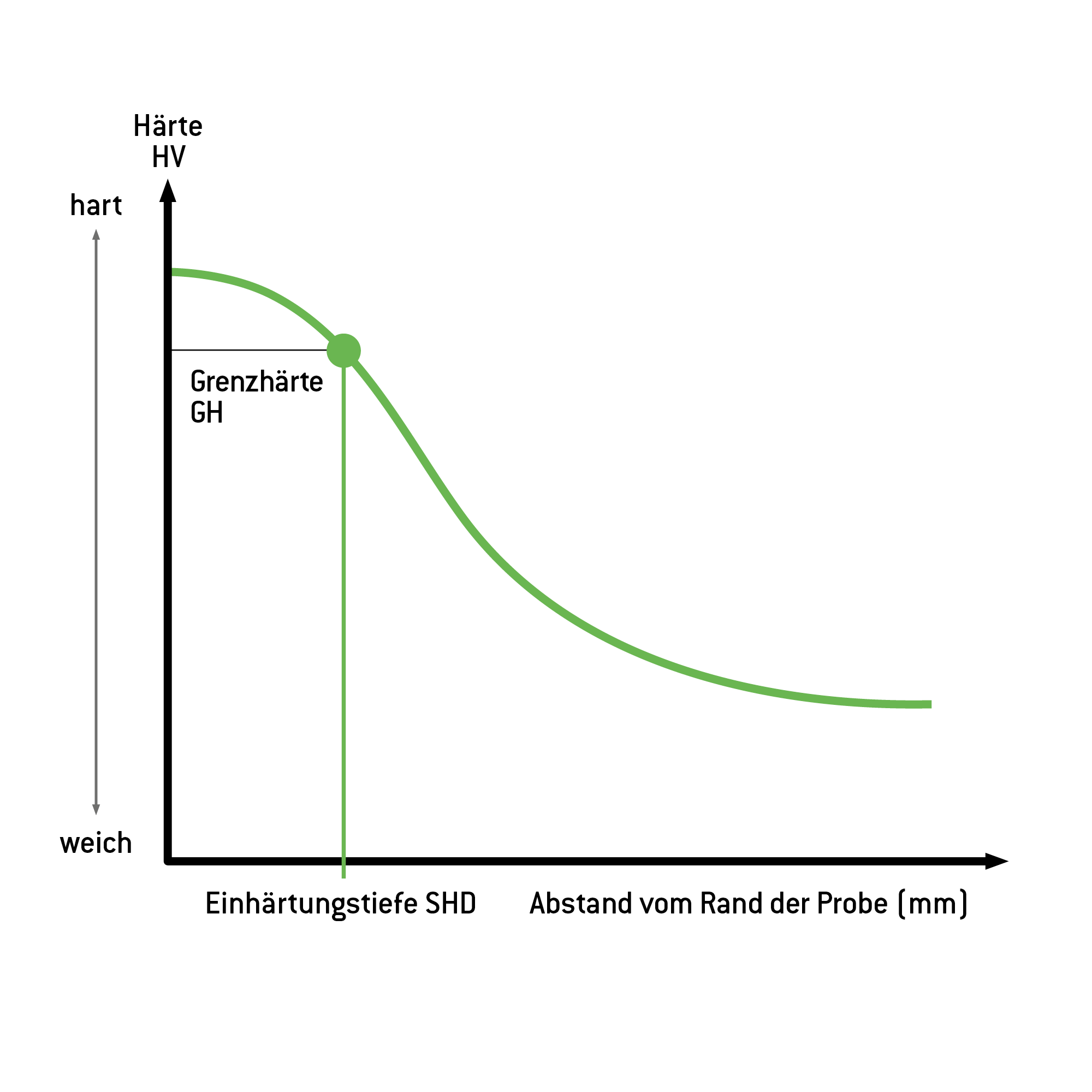
Diese Grafik veranschaulicht die abnehmende Randhärtetiefe von der Oberfläche bis in tiefere Schichten.
Kennwerte
Wichtige Kennwerte im Zusammenhang mit der Einhärtungstiefe im Überblick:
- Einsatzhärtetiefe (Case Hardened Depth/CHD) nach DIN EN ISO 18203
- Randschichthärtetiefe oder Randhärtetiefe (RHT) nach DIN EN ISO 18203
- Nitrierhärtetiefe (NHT) nach DIN EN ISO 18203
- Härteprüfung einer Schweißnaht nach ISO 9015 (Lichtbogen) und ISO 22826 (Laser- und Elektronenstrahlen)
Einsatzhärtetiefe, Randschichthärtetiefe und Nitrierhärtetiefe
Je nach Randschichthärteverfahren unterscheiden wir die Einhärtungstiefe in Einsatzhärtetiefe, Randschichthärtetiefe oder Nitrierhärtetiefe.
Einsatzhärten
Die Einhärtetiefe wird beim Einsatzhärten als Einsatzhärtungstiefe (EHT) oder Case Hardened Depth (CHD bezeichnet und gemäß den Richtlinien der DIN EN ISO 18203 ermittelt.
Die Einsatzhärtungstiefe beschreibt die Distanz von der Oberfläche bis zu dem Punkt im Werkstück, an dem die Grenzhärte erreicht ist. Diese Grenzhärte entspricht 550 HV1, sofern die Kernhärte des Fertigteils in einer Tiefe von 3 x EHT geringer als 450 HV1 ist. Sollte die Kernhärte jedoch über 450 HV1 liegen, kann die Grenzhärte entsprechend angepasst werden.
Die genaue Bestimmung der Einhärtetiefe ist von großer Bedeutung, um die gewünschten mechanischen Eigenschaften und Härtegrade in den oberflächennahen Schichten des Werkstücks sicherzustellen.
Randschichthärten
Die Bestimmung der Einhärtetiefe beim Randschichthärten erfolgt gemäß den Vorgaben der DIN EN ISO 18203 als Randschichthärtetiefe (RHT) oder Superficial Hardness Depth (SHD). Die Randschichthärtetiefe ist der Abstand zwischen der Oberfläche des zu untersuchenden Werkstücks und dem Punkt in der Randschicht, an dem die Grenzhärte erreicht ist. Die Grenzhärte ist die 0,8-fache Oberflächenhärte, vorausgesetzt, dass die Kernhärte in einer Tiefe von 3 x RHT geringer ist als der Mindestwert der Oberflächenhärte abzüglich 100 HV.
Dieser Ansatz gewährleistet, dass die Randschicht des Werkstücks die gewünschtenHärtegrade aufweist, während die mechanischen Eigenschaften im Kern des Materials entsprechend berücksichtigt werden.
Nitrieren
Bei nitrierten Teilen erfolgt die Bestimmung der Einhärtetiefe gemäß den Normen der DIN EN ISO 18203 und wird als Nitrierhärtetiefe (NHT) oder Nitriding Hardness Depth (NHD) bezeichnet.
Die Nitrierhärtetiefe definiert den Abstand zwischen der Werkstückoberfläche und dem Punkt in der Randschicht, an dem die Vickers-Härte der definierten Grenzhärte entspricht. Die Grenzhärte wird als die Ist-Kernhärte plus 50 HV definiert.
Kenntnis über die Nitrierhärtetiefe ist wichtig, um die gewünschte Qualität und Leistungsfähigkeit des Werkstücks sicher zu stellen.




